电路板基材的业界趋势及重要性
了两者截然不同的热胀速率, 即所谓的α1与α2之热胀系数(CTEs)。由于板材之Z-CTE会影响完工板的可靠度,且对下游组装更为重要,是故所有业者对此均不可忽视。需注意的是,热胀量较小的对通孔铜壁所展现的应力也较少,因而可靠度方面也必然也较佳。不过,一般人总认为Tg是一个相当固定的温度点,其实不然,由图1中的曲线弧度得知,板材在温度上升至Tg附近时,其物性就会开始发生幅度较大的变化。
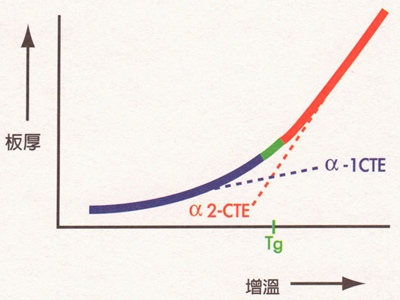
图1.此为热机分析法TMA,针对试样量测其Tg的说明。当试样增温中Z轴板厚逐渐涨厚的情形当此热胀曲线由室温玻璃态的α-1CTE斜率,转折到高温橡胶态之α-2CTE斜率时,其间过渡态所对应的温度范围即为Tg
除了TMA测试法外,尚另有"示差扫瞄热卡分析法"(DSC)以及"动态热机分析法"等两种途径可以测量Tg。不同于TMA者,DSC之分析是测量板材热流量对应于温度的变化,吸热或放热反应都会改变树脂在Tg范围内的温度递增。至于利用DSC所测得之Tg,通常会较TMA测量结果高出约5℃。另一种动态热机分析法之DMA则是测量板材模数与温度的关系,其读値将会更高出15℃以上,IPC规范较认同于TMA之测値。
上述TMA热分析仪器,除了可用以量测完工板材的Tg外,尚可将完工板材放置在其高温试皿中,在所设定260℃、288℃或300℃的高温环境中,监视各种完工板材在Z方向耐热裂解的时间,简称为T260 、T288与T300 ;以模拟多次无铅焊接中是否会出现爆板与裂层。目前IPC-4101B已将上述三项做法列入规格单中,堪称是一项因无铅而导致FR-4 板材的重大改革。
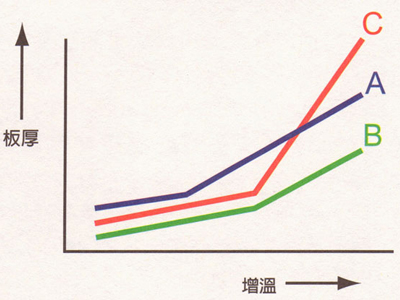
图2、此图说明Tg与α-2CTE对板材耐强热的差异,由此图可知在无铅焊接的强热中,其等α-2CTE要比Tg更为关键。
3.2、热胀系数(CTEs)的诠释
众多文献均表示高Tg即代表树脂品质较好,然而无铅焊接之情况却不尽然如此。通常高Tg无疑地会延缓树脂发生快速热膨胀前的起始温度,至于其总体热胀量,则因板材之种类而各异。Tg较低的板材,其总体热胀量也较少。此外,在树脂中加入某些塡充料者亦可降低其CTE 。由上图2所示之三种树脂材料可看出,C材的Tg较A材为高,但因C材的CTE値在Tg之后便后急速上升,故其总体热膨胀量远比A材更大而更差。再以A与B为例,若两种材料在Tg前后之CTE皆相同,但Tg较高的B ,其总热胀量仍将低于A 。最后,虽然B与C的Tg都相同,但由于B在Tg后的CTE较低,故B的总体热胀量也就相对较少了 。
由下图3中可另见到三种板材的Tg皆为175℃ ,但却因其等Z轴热胀系数有所不同,进而导致热胀速率的差异。此图3中三种材料的主要差异为Tg后之热胀系数α-2CTE彼此有别。总而言之,板材之总体热胀系数较低者,将有助于其通孔铜壁可靠度的改善。
事实上,世事却不尽然如此!在继续讨论基材其他重要特性之前,必须先说明Tg与CTE两者之关系。高Tg 板材的优点之一,是Z轴热胀系数较低,故具有较低的总体热胀量,因此可延缓Tg后尺寸快速热胀的不利现象,并可减少铜壁中的残馀应力。
不过在少数特例中,高Tg板材也有可能比低Tg在的CTE方面来得还大,因此,在选择板材时,还必须将CTE考虑在内。各板材的Tg虽相同但其CTE也可能不同,当进行热循环试验时,通孔铜壁所感受的应力也会随之不同。图3中的C材就同时具有高Tg与低CTE等双重优点。
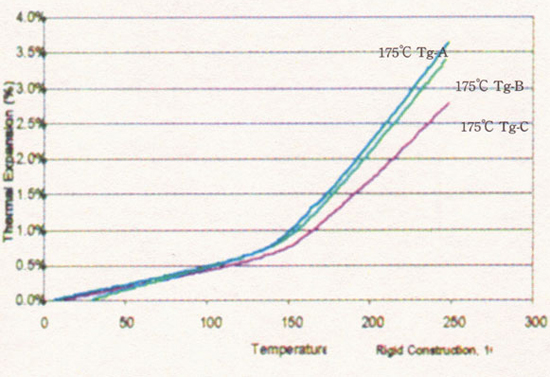
图3,此图说明三种板材的Tg都在175℃,但其等α-2CTE却不同,此时当然要选Tg后热胀最小的C材,才最有利于无铅焊
3.3、以TGA法找出裂解温度
当电路板制作温度升高时如(无铅焊接),板材的裂解温度Td将变得极为重要。裂解温度是指树脂的化性或物性实际已发生劣化时的温度。此种特性,可用"热重分析法"(TGA)加以测量。TGA可测量试样重量相对于升温的变化。当试样在高温中因树脂裂解而失重达5%时,其所对应之温度即为该材料的裂解温度Td。图4中,两种FR-4材料之Tg虽然相同,但其Td却有所差异。无铅焊接的更高温环境中,板材的Tg虽仍为一项重要的参数,但Td之重要性却更有过之。
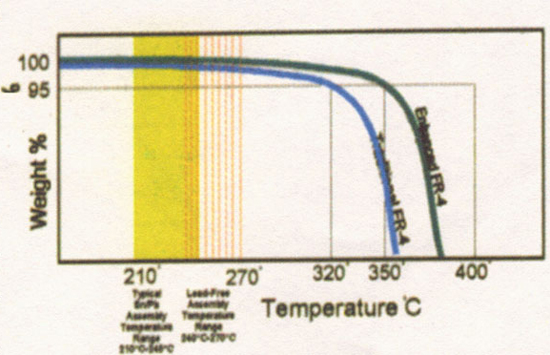
图4,板材抵抗无铅强热的另一项更重要品质, 就是耐热裂温度(Td)。其定义是当板材在TGA高温中受热分解而失重超过5%者, 该温度即称之为热裂温度,图中传统FR-4 之Td为320℃ ,而强化FR-4之Td为350℃。
Td的定义虽为试样减重达5%时的温度,但当减重已至2-3%时,即可视为树脂已开始发生劣化而裂解。由图4所示,传统锡铅熔焊之峰温可达210-235℃ ,最常使用者约为225℃ ,在此温度范围内,板材尚不至于发生裂解现象。然而,无铅熔焊之温度至少须再提高25℃在此等强热环境中,传统板材将