基于PC+PLC等离子熔射自动控制系统
1 引言
等离子熔射由于其温度高且能量集中,能够熔射金属、陶瓷或复合材料的特点在表面改性、功能薄膜制备和材料加工工程中被广泛应用。为了保证熔射皮膜成形性与成形质量,必须在数字图像处理、过程控制、人工智能等方法基础上进行系统集成控制与工艺优化。当前国际上几大热喷涂设备和材料生产厂家,如英国Metallisation公司、瑞士Sulzer-Metco公司和美国Praxair公司等,已推出基于PC+PLC+现场检测+过程控制的等离子熔射系统。但是由于国际上相关熔射设备价格昂贵,不能引进到国内每一个加工车间或者科研院所,因此需要自主开发适用于特定工艺的熔射过程检测与控制系统。目前国内已有基于单片机、微机、PLC等进行熔射控制系统开发的相关研究和报道,然而如何集成PC机优势以及基于PC+PLC等离子熔射控制系统设计仍需更加深入的研究。
本文基于PC+PLC开发等离子熔射控制系统,采用开放式OPC协议实现二者之间通讯,并在PC中执行机器人路径规划、在线监控与熔射过程数据管理等。结合PLC现场控制稳定性和计算机过程运算与数据存储能力,来保证熔射过程稳定性与过程控制实时性,进而保证等离子熔射在表面改性、快速模具制造等方面高质量应用。
2 等离子熔射自动控制系统结构
2.1 系统组成和工作原理
基于PC+PLC等离子熔射控制系统组成原理如图1所示。PC主要完成对实体进行三维造型、切片、最后生成机器人能够识别的机器人路径代码,并根据现场反馈信息进行路径调整,同时也对整个熔射过程进行监控,采样主要工艺参数并保存到加工过程文档中。PLC实现对数控旋转工作台和整个等离子弧发生子系统实时控制,对现场采样数据进行初步处理后传送到上位机PC中。
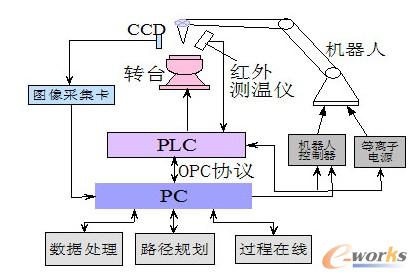

图 1 基于PC+PLC等离子熔射控制系统组成原理图
2.2 PC与PLC功能分配
在等离子熔射过程中,环境恶劣,噪音等污染严重,干扰强,系统工作周期长。因此现场设备控制核心采用西门子S7-300型PLC,充分利用该型PLC可靠性和良好的抗干扰能力来保证系统可靠性。并配备了A/D、D/A模块和CP5611通讯卡,可以实现模拟量采样与输出和与上位机之间通讯。同时PLC系统还配备了西门子专用稳压电源,保证了系统运行稳定性,避免与整个系统共用电源产生干扰。
由于PLC无法进行监控图表显示、图像处理和复杂算法设计,操作人员也不能直观了解现场状况。为了弥补以上不足,系统增加PC进行现场监控与数据运算,其主要任务是获取机器人状态信息和皮膜温度采样信息,根据设定工艺优化算法执行结果进行实时熔射路径调节;对等离子射流检测图像进行处理,反馈调节信息至PLC实现对等离子射流发生装置调控;同时能对系统故障做出及时报警,并能采取相应应急处理措施和加工现场断点保护等。
3 控制系统软件设计
3.1 控制软件设计
控制软件系统主要功能包括:参数设定、过程监控、工艺优化、故障信息处理与报表系统等。这些部分相互结合,实现对整个等离子熔射过程状态和实时现场数据监控、系统故障报警和相应处理、熔射主要工艺参数记录和报表打印输出功能等。
3.2 OPC客户端程序设计
OPC规范定义了一个工业标准接口,这个标准使得COM技术适用于过程控制和制造自动化等应用领域。OPC是以OLE/COM机制作为应用程序的通讯标准。OLE/COM是一种客户/服务器模式,具有语言无关性、代码重用性、易于集成性等优点。OPC规范了接口函数,不管现场设备以何种形式存在,客户都以统一的方式去访问,从而保证软件对客户的透明性,使得用户完全从低层开发中脱离出来。
OPC客户端软件设计流程如图2所示,其客户端程序开发目的是基于OPC协议实现计算机与PLC之间通讯,通过PC机直接读写PLC中变量,提高数据访问速度,保证熔射工艺优化算法的运算结果及时传送到PLC现场控制设备中,实现整个系统实时控制,从而能够充分地利用计算机数据处理能力和丰富的软件资源。
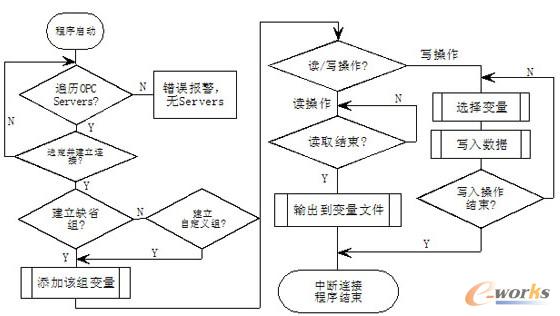
图2 OPC客户端程序设计流程图
3.3 PLC运行程序设计
等离子熔射系统由西门子S7-300型PLC作为现场设备控制核心,实现对现场设备控制,整个工艺过程动作控制和现场数据采样。PLC内部程序分为手动控制和自动运行两个部分,可分别响应控制面板上按钮动作和上位机发来的控制指令。
PLC程序采用Step7进行设计,主要过程包括:首先在Step7中建立一个新工程SprayControl,然后插入SIMATIC 300 Station,根据PLC硬件配置及模板物理安装位置进行硬件组态。其次插入Simatic PC Station,在其中插入OPC Server和CP5611。在OPC Server的Connections中基于MPI网络建立PC Station与Simatic 300 Station之间网
- 嵌入式系统硬件平台的软件PLC实现方法(04-12)
- 利用数字信号控制器实现稳健的PLC通信(05-02)
- 基于Linux系统的软PLC设计(07-19)
- 基于VxWorks的嵌入式实时PLC设计(01-08)
- 基于AT89C51单片机的微型可编程控制器(04-23)
- 基于DSP的光纤监控网络系统方案(08-03)