西门子Simotion运动控制系统在托辊管生产中的应用
行可以通过对上位机的简单设置实现,自助运行在上电开始程序启动后,会按照一定的逻辑关系和顺序使各工序间有条不紊地进行动作。且为了保证动作的顺序性,系统在程序设计时,采用了前后动作互锁功能,即当前一个动作未完成时,后一个动作不能起动执行,从而保证了前后动作不会发生错位。当不满足安全执行条件时,即使发生动作指令,动作也不会执行,并且会通过人机界面向操作人员发出故障警告信息,从而保证了工作人员和机身的安全,程序流程图如图3所示。
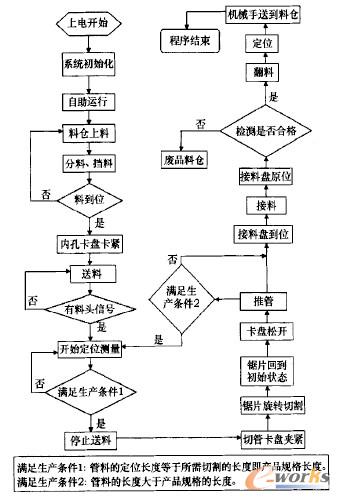

图3程序流程图
2 系统硬件设计
为解决生产线的自动化生产,实现上料、切割、分料等一系列动作的准确顺利完成,必须有一套完整的控制系统。控制系统一般分为硬件和软件两部分,其中硬件部分采用先进的SIEMENS控制系统和伺服控制系统,且整个控制系统主要分为主回路和控制回路,主回路主要完成对整个控制系统的配电部分,如完成对伺服功率单元、液压气压系统电动机、切割电动机以及相关辅助部件的供配电;控制回路主要由sIEMENS公司的simotion D435运动控制器、伺服功率单元、TPl77B触摸屏、E他00M远程输入输出模块、MM440变频器等组成,控制系统结构框图如图2所示。Simotion控制系统是世界上第一款针对生产机械而设计的控制系统,将运动控制、逻辑控制集成于一身,为生产机械提供完整的解决方案。simotion D的功能集成在新的SI—NAMICS S120多轴驱动控制模板上,使之成为一个极其紧凑的拥有控制器及驱动的系统。Simotion D具有两个时钟同步的PROFIBUS接口和工业以太网接口,PROFIBuS接口主要用于E晓00M远程输人输出模块、TPl77B触摸屏、变频器与Simotion D运动控制器之间的通信,以太网主要用于控制器与生产管理系统之间的通信,而伺服功率单元机、电动机驱动模块与simotion D435运动控制器之间的通信依靠DRIVER—cuQ来完成。其中触摸屏用于显示系统的工作状态以及数据的输入输出控制功能;远程输入输出模块用于采集光电开关、限位开关等传感器的信号,并输出液压、气压装置及其他相关附件的执行动作信号。
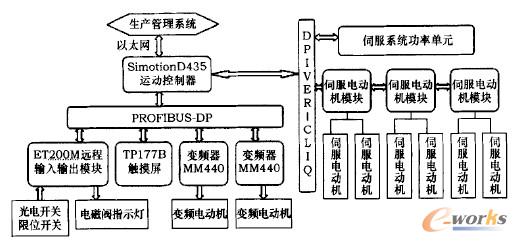
图2控铡系统结构框图
控制系统主要实现了伺服系统、液气压系统的工艺与逻辑控制,以及机床的相关参数的设定和运行状态的指示功能。
3 系统的软件设计
3.1 程序设计
由于系统中存在着大量的输人输出、检测反馈元件和执行元件,因此在程序设计时首先要解决的是系统的通讯和L/O分配问题,把系统中各工艺的输人输出量分别分配给PLC中的I/O口,并确定各I/O口的作用和功能,填写变量表确定主站与子站之间的通信,并将以上配置组态下载到PLC中。在程序设计时主要分为主站程序和子站程序,并将其划分为各个模块,分别定义各模块的作用和功能,根据生产工艺的要求确定各输入、输出量与操作之间的逻辑关系,并设计出相应的操作内容和操作顺序;在程序编写时根据细化设计原则,选择合适的编程语言进行编程,确定语法和文档的正确;在调试时重点是看程序是否按设计的要求进行且是否具备各种必要的功能,在发生故障时能否进行快速、准确的反应。
控制系统的程序设计主要分为上料、切割和下料3个部分,且根据机床的控制任务和机构相对独立的特点,分别对它们编写了子程序,这些子程序可以独立起动执行,并且可以通过内部的标志位实现子程序间的联动,从而实现生产动作的循环执行。
每个子程序还分为手动运行和自动运行两部分,手动运行可以通过对上位机的简单设置实现,自助运行在上电开始程序启动后,会按照一定的逻辑关系和顺序使各工序间有条不紊地进行动作。且为了保证动作的顺序性,系统在程序设计时,采用了前后动作互锁功能,即当前一个动作未完成时,后一个动作不能起动执行,从而保证了前后动作不会发生错位。当不满足安全执行条件时,即使发生动作指令,动作也不会执行,并且会通过人机界面向操作人员发出故障警告信息,从而保证了工作人员和机身的安全,程序流程图如图3所示。
图3程序流程图
伺服Simotion控制系 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)