基于台达数控系统的客制化CNC控制方案
机床加工辅助工艺参数,如淬火进给速度F,延时时间X等,这些参数即可以通过LCD规划的变量表格输入,也可以通过具体数值直接给定,如上例说明描述。工艺参数界面规划如下:

5.2齿轮类零件加工
齿轮零件一般主要分为直齿类零件和斜齿类零件两大类,人字型齿轮和阶梯类齿轮也是这两大类零件的延伸。以下就直齿轮零件的加工过程为例进行说明,CNC是如何结合工艺要求给操作者提供最便利的编程方式。将直齿类零件圆周,展开如图5所示。
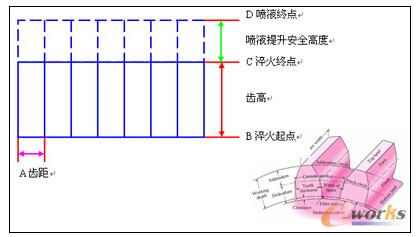
图5直齿类零件圆周展开图
直齿淬火的一个淬火周期过程如下:Z轴快速进给到淬火起点B-----X轴淬火感应头进给到齿根----Z轴以淬火速度提升,淬火感应头由淬火起点B上升到淬火终点C----Z轴,继续以快速进给提升到喷液安全距离D----X轴淬火感应头退回到齿顶---Y轴分度一个齿距A。直齿齿轮一个加工周期的G代码编辑如下:
N01G01Z#210F#212Z轴提升到进给起点位置(直齿轮)
G01X#250F#213X轴进给到淬火位置,进给F值#213
M9淬火感应器加热
G04X#145延时变量#145秒
M25冷却喷液开
G04x0.5
M27辅助冷却喷液开
G01Z#220F#222Z轴提升到淬火终点,进给F值#222
M10淬火感应器停止加热
G04x0.5
M28辅助喷液关
G01Z#230F#223Z轴提升到喷液停止位置D,进给F值#223
G04X#124延时变量#124秒
M26主喷液延时断
G01X#240F#213X轴退回,进给F值#213
G01Z#210F#212Z轴下降到进给起点位置,进给F值#212
N100G01Y#13125F#168Y轴分度,进给F值#168
N20M99
以上的举例,只是齿轮类零件的一个齿加工周期的工艺过程,对于多齿零件编程如果依靠操作者人工G代码编程和示教方式生成数据并不合适。因此需要更为便利的编辑功能来实现G代码的自动生成和处理。
6 编程方式讨论
6.1增量编程配合宏指令编程方式
宏指令编程就是利用CNC系统自身MACRO宏指令功能,进行数学、逻辑运算来实现加工程式自动循环。例如:
G65L01P#1A0齿数加工计数#1清零
N01G01Z#210F#212Z轴提升到进给起点位置(直齿轮)
-------------------
--------------------直齿齿轮一个加工周期的G代码
---------------------
G01Z#210F#212Z轴下降到进给起点位置,进给F值#212
N100G01V#999F#168Y轴增量分度齿距#999,进给F值#168
G65L01P#2A#1当前齿数#1送入#2
G65L02P#1A#2B1#2+1=#1加工计数#1加一
G65L81P02A#1B#3判断,如果#1=#3,GOTON02#3为设定齿数
G65L84P01A#1B#3判断,如果#1<#3,GOTON01#3为设定齿数
N02M02
通过CNC增量编程,并配合MACRO宏指令功能编程方式,Y轴的增量进给V值必须设定的很精确,否则会产生累计误差!并且机械上的误差是没有办法通过具体的数据修正。此外MACRO宏指令属于NC高阶应用语言,使用者也较难掌握,因此该方案并不是齿轮编程的最佳应用方案。
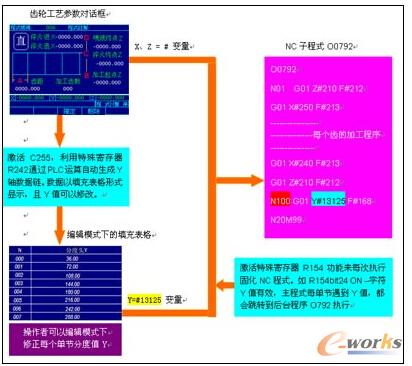
6.2通过变量表格和CNC自动生成G代码数据链方式
通过上述G代码的编辑不难发现,齿轮在淬火加工时,每个齿的加工过程中,其G代码数据X、Z值都是固定不变的。以直齿齿轮为例,只有Y轴的分度数据Y#13125需要不断的更新,而X、Z值可以通过变量的形式固化在NC程序中去。而Y值Y#13125的数据在不考虑修正的情况下,差值是固定的增量数值等于一个齿距。故可以利用CNC的特殊执行模式R154、R242来实现变量表格和CNC自动生成G代码数据链的编辑方式。该方案的核心方法如下:
数控系统CNC伺服控制控制系 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)