基于台达数控系统的客制化CNC控制方案
需配合专用的PLC编辑软件和LCD画面编辑软件就可以对产品进行二次开发,从而打造出符合产业机械工艺要求和最终用户操作要求的客制化CNC系统,如图2所示。

图2PUTNC-H4数控系统
PUTNC-H4通用系统的特点:开放式的系统架构,內含嵌入式PLC,可应用各类产业机械和自动化设备。高清晰LCD液晶显示,用户可以自行规划画面内容。配合PLC开发,可面板自定义按键功能,使操作更灵活。最大4轴伺服接口,响应可达500Kpps。解析度可设定至7位数,全闭环控制架构,控制精度更高。最大提供2组D/A输出、A/D输入。提供标准的24点输入和16点输出,可选配I/O扩展单元,56点输入,64点输出。具有主仆模式功能和被动ENCODER反馈功能,轻松构建主从追随和同步裁剪功能。支持标准G代码,提供变量表格编程和教导程序输入功能,编程更灵活。更具有MACRO宏指令,可以进行数学、逻辑运算,NC编程功能更强大。程序存储容量512Kbyte,NC程序组别高达1000组。提供RS232C标准接口,可连接个人电脑(PC)实现DNC在线加工功能。
4 方案的制定和实施
综合上述的分析,CNC系统选用PUTNC-H4C-3就完全可以实现淬火机床的控制要求。以下将针对齿轮淬火的主要工艺要求对方案可行性逐一进行分析。
4.1伺服位置控制和变频器速度控制的实现
PUTNC-H4C-3具有3个独立的伺服轴通道,可以实现X/Y/Z,3轴伺服联动,亦可任意两轴伺服插补运动。伺服轴的进给速度可以通过G01直线插补的F值设定。解析度可设定至7位数,全闭环控制架构完全可以保证足够的绝对精度,不会产生累计误差。
PUTNC-H4C-3系统还可以提供两路D/A模拟量输出接口,输出0~10V的模拟量电压。其中一路D/A输出通过LCD画面规划,直接修改系统变量参数数值来设定系统特殊寄存器R143的大小,用于淬火温度的控制。另外一路D/A输出通过设定系统特殊寄存器R238=5,指定该通道为主轴转速机能,可以在NC程序中直接通过S代码设定变频马达的转速,用于光轴类零件的淬火加工。
通过PLC编辑,Y轴的伺服马达的使能信号O004和变频器运转信号O000电气互锁,确保机械安全。CNC控制架构如图3所示。
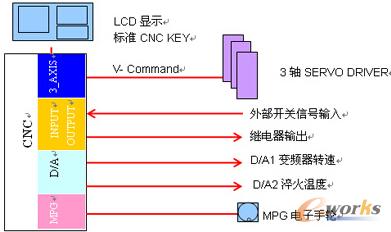
图3CNC控制架构如
4.2系统的I/O规划,以及自定义M代码功能的实现。
机床制造商通过专用的PLC编辑软体可以对PUTNC-H4通用系统的内置PLC进行编辑,可以实现PLCI/O规划、电气安全互锁和用户自定义M代码功能。CNC淬火机床I/O规划如表1所示。
表1CNC淬火机床I/O规划

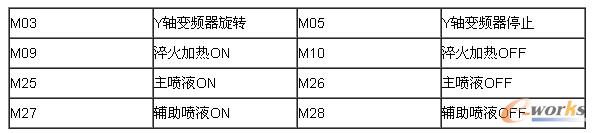
CNC淬火机床自定义M代码如表2所示。
表2淬火机床自定义M代码
自定义M代码PLC规划范例如图4所示。
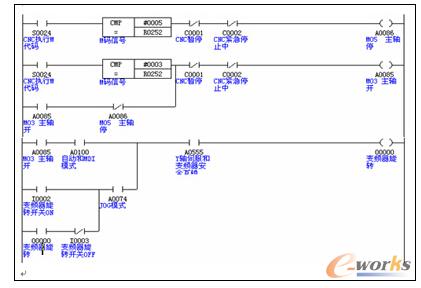
图4自定义M代码PLC规划范例
4.3系统的操作功能的实现
PUTNC-H4系列通用数控系统是具有标准CNC的功能,因此可以轻松实现伺服运动控制。通过数控面板的操作可以实现模式切换、基本G代码编程、MPG手轮功能、任意暂停、单节测试等操作功能。
机床制造商只需根据产业机械最终用户的操作习惯和工艺要求,对按键和LCD画面做进一步的规划,使其能更直观的反映加工信息即可。因此和工控机、HMI人机+PLC的控制方案相比,无论在运动控制方面,还是系统操作易用性和稳定性上都有着绝对的优势。
4.4加工程序G代码数据的生成和处理
淬火机床是热处理加工环节的一种专用设备,操作者往往具备本专业的理论基础,而对CNC基本不具备编程能力。所以如何能够结合产业机械的自身的工艺特点,完美的生成和处理加工程序数据,是把通用CNC打造成产业机械专用系统的关键一步。淬火机床在程序编辑上主要以下提出三点要求:
(1)加工光轴类零件时,可以通过标准的G代码实现零件程序设计。
(2)在加工标准的直齿和斜齿齿轮时,控制系统可以根据齿轮工艺参数自动生成加工程式。
(3)在程序编辑模式下还可以对淬火的辅助工艺参数进行设定,如感应器加热延时时间、喷液延时时间、齿轮加工空行程时的速度以及淬火加工时的速度设定。
中达电通PUTNC-H4系列数控系统不仅支持标准G代码编程外,还提供变量表格编程和教导程序输入,更支持MACRO宏指令等多种NC编程功能,完全可以满足机床程序编辑要求,以下对上述三点要求实现展开详细说明。
5 加工和辅助工艺参数设计
5.1光轴类零件的加工和辅助工艺参数的处理
(1)光轴类零件的加工工艺过程比较简单,最终用户稍加NC编程基础的培训,便可以通过人工G代码编程、示教模式,并配合自定义M代码来完成编程。
以下零件为例,淬火区域为红色部分,G代码设计如下,其中X,Z轴的数据(如下例中的Z1、X1等)最终用户可以通过图纸计算得出,也可以通过CNC的示教功能采集得出。
(2)淬火辅助工艺参数的处理。在淬火零件加工过程中,都会涉及到一些淬火
数控系统CNC伺服控制控制系 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)