三菱PLC的指令系统和编程规则及注意事项
以对定时器、计数器、数据寄存器、变址寄存器的内容清零。还可以用来复位积算定时器(T246~T255)和计数器。
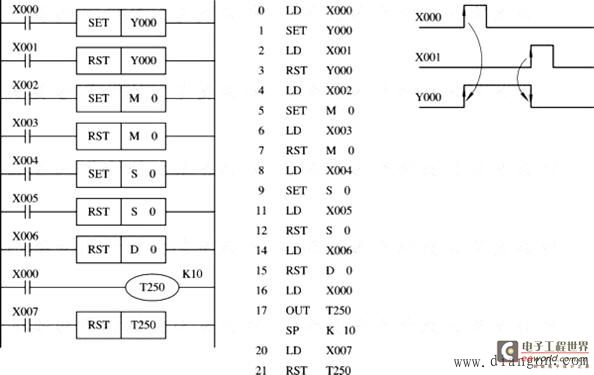
图5 SET、RST指令
7、脉冲输出指令PLS、PLY
PLS指令在输入信号上升沿产生脉冲输出,而PLF在输入信号下降沿产生脉冲输出,这两条指令都是2程序步,它们的目标元件是Y和M,但特殊辅助继电器不能作目标元件。
PLS、PLF指令的使用说明如图6所示。使用PLS指令,元件Y、M仅在驱动输入接通后的一个扫描周期内动作(置1),即PLS指令使M0产生一个扫描周期脉冲,而使用PLF指令,元件Y、M仅在驱动输入断开后的一个扫描周期内动作;PLF指令使元件M1产生一个扫描周期脉冲。
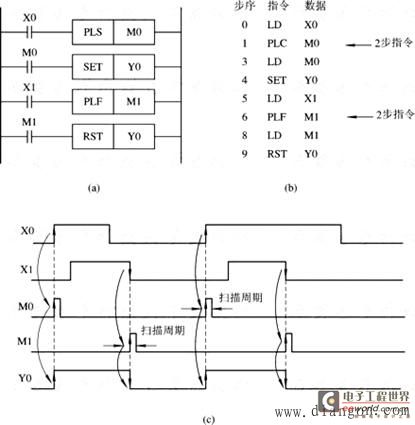
图6 PLS、PLY指令
8、空操作指令NOP
NOP指令是一条无动作、无目标的程序步指令。可编程序控制器的编程器一般都有指令的插入和删除功能,在程序中一般很少使用NOP指令。执行完清除用户存储器的操作后,用户存储器的内容全部变为空操作指令。
9、程序结束指令END
END是一条无目标元件的程序步指令。PLC反复进行输入处理、程序运算、输出处理,若在程序最后写入END指令,则END以后的程序不再执行,直接进行输出处理。在程序调试过程中,按段插入END指令,可以顺序扩大对各程序段动作的检查。采用END指令将程序划分为若干段,在确认处于前面电路块的动作正确无误之后,依次删去END指令。要注意的是,在执行END指令时,也刷新监视时钟。
二、编程规则及注意事项
三菱plc的梯形图编程规则与OMRON PLC的编程规则基本相同。下列各图(图7~图10)中左边的均是错误或不当的写法,右边才是正确的写法。
(1)每个继电器的线圈和它的触点均用同一编号,每个元件的触点使用时没有数量限制。
(2)梯形图每一行都是从左逻辑母线开始,线圈接在最右边,即线圈右边不允许再有触点,如图7所示。

图7 输出线圈的位置
(3)线圈不能直接接在左边母线上,如有需要可在线圈之前加一常闭触点。
(4)为简化程序并节省程序步数,应将串联触点多的回路写在上方,并联触点多的回路写在左方,如图8所示。
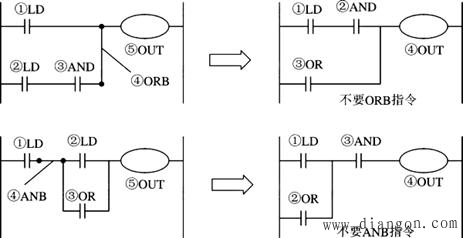
图8 节省指令的写法
在一个程序中,同一编号的线圈如果使用两次,称为双线圈输出,这很容易引起误操作,应尽量避免,如图9所示。
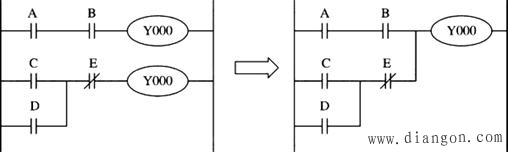
图9 双线圈的处理
在梯形图中并没有真实的电流流动,为了便于分析PLC的周期扫描原理和逻辑上的因果关系,假定在梯形图中有“电流”流动,这个“电流”只能在梯形图中从左向右单方向流动,不能双向流动,层次的改变只能从上向下,如图10所示。
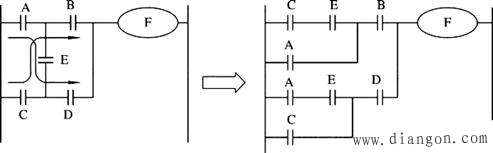
图10 桥式电路的处理
三菱PLC指令系统编程规 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)