一种CCD微米级圆钢光电测径仪的研究设计
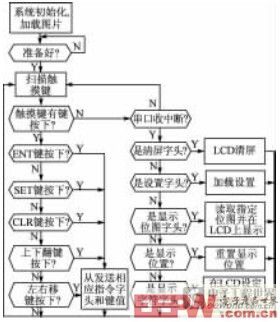
件成像的两个边界内的标准脉冲个数。找出标准脉冲与实测工件标准尺寸之间的关系进行标定校准,即可得出工件的实际尺寸。可暂时将测量值通过由74LS373和DS1225扩展的片外RAM存储下来,然后通过RS232串口发送给显示模块。 2.2.2 软件设计 MCU中计数与通信程序框图如图8所示。 图8 MCU中计数与通信程序流程 程序中存在串口中断和外部中断0,设置串口中断为高优先级中断,由串口的收中断接收来自显示模块中ARM微处理器的控制指令,以确定是否开始测量、存储或查询;由串口的发中断将测量值发送给ARM微处理器进行显示。以行同步脉冲FC的下降沿作为外部中断0触发信号,FC的下降沿到来产生中断后即开始对标准脉冲计数。当查询到二值化信号Q由高电平变为低电平时记录此时标准脉冲个数N1,当查询到二值化信号Q由高电平变为低电平时停止计数,记录此时标准脉冲个数N2;N=N2-N1,按标定校准得系数计算测量值,并转化为ASCII码暂存于外部RAM中,以备直接显示或查询。 2.3 显示模块 由ARM微处理器接收触摸键操作信息并分析要进行何种操作,然后通过串口发送指令给计数通信模块,并从串口接收来自计数通信模块的测量信息。通过LCD触摸屏显示测量信息,也可以通过Flash/RAM存储测量信息和操作界面。 显示模块软件设计流程如图9所示。 图9 显示模块程序流程 程序中不断扫描触摸键盘并等待串口中断。若扫描到某个键被按下,则发送相应指令到串口控制计数模块测量;若有串口中断判断相应字头,则控制LCD显示或更新系统设置。 3 系统实现效果 系统实现效果如图10所示。 图10 系统实现效果 系统总体效果良好,体积小且是非接触式测量。测量精度和速度基本满足微米级测量要求,误差在±0.005 mm之间,高于国家生产测量精度标准;人机界面友好,可以很好地满足生产过程中静态或动态测量圆钢的要求。 结语 本文提出了线阵CCD微米级非接触式圆钢光电测径仪的设计方案,以ARM微处理器和单片机为核心,解决了传统圆钢测径方法中系统的接触式测量的局限,具有结构简单、小型化、非接触、精度高等特点。实验结果表明,该系统实现了CCD非接触式圆钢光电测径,测量结果准确,精度高、稳定性好,且可直接方便地显示测量结果。该系统已经应用于钢厂圆钢生产高标准检测,有较高的实际应用价值。 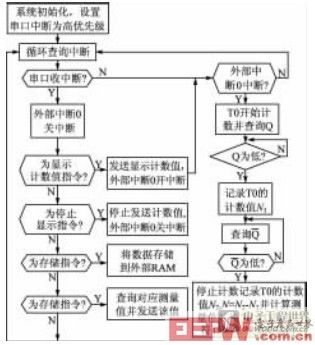

- 基于CCD技术的非接触在线检测仪设计(06-27)
- 一种舰船尾流探测系统设计(08-05)
- 3-D轮廓测量中相位解包裹应用(11-10)
- 射线检测中CMOS的研究(01-04)
- 基于CCD16点数学模型的全自动焦度计光学图像系统的设计(01-09)
- 滚珠螺母形位误差的CCD测量(03-23)