典型零件叶片的加工工艺及问题
时间:06-04
来源:互联网
点击:
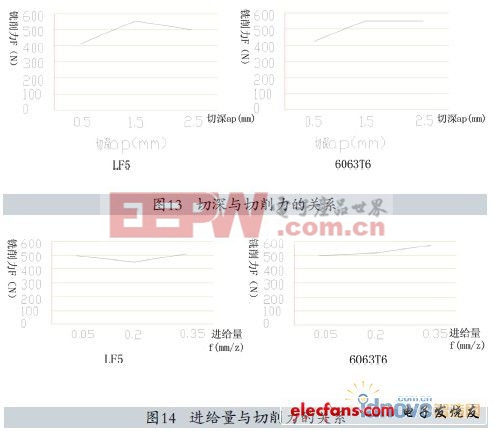
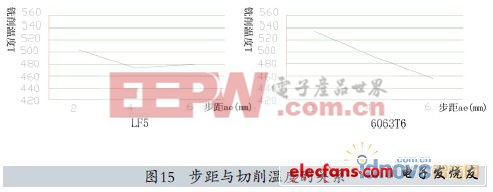
3和图14所示,当应用FT5材料进行叶片加工时,切深分别选用0.5mm或2.5mm,则进给量在0.2mm/z时切削力最小,当应用6063T6材料进行叶片加工时,切深分别选用0.5mm或2.5mm,则进给量选择0.05mm/z或0.2mm/z时切削力最校
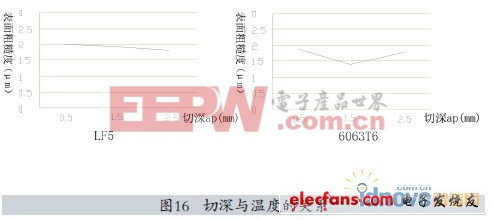
3.步距
在叶片加工过程中,由于是对铝合金材料进行加工,所以步距对切削温度的影响并不显著,如图15。在加工叶片时,大的步距有利于降低切削温度,也有利于提高生产效率。
4.切削深度
如图16所示,在应用FT5进行叶片加工时,切深选择2.5mm较好。在应用6063T6进行叶片加工时,切深选择1.5mm表面粗糙度最好。
应用powerMill进行仿真加工#e#五、应用powerMill进行仿真加工
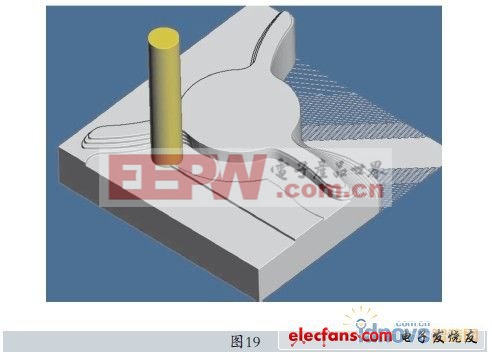
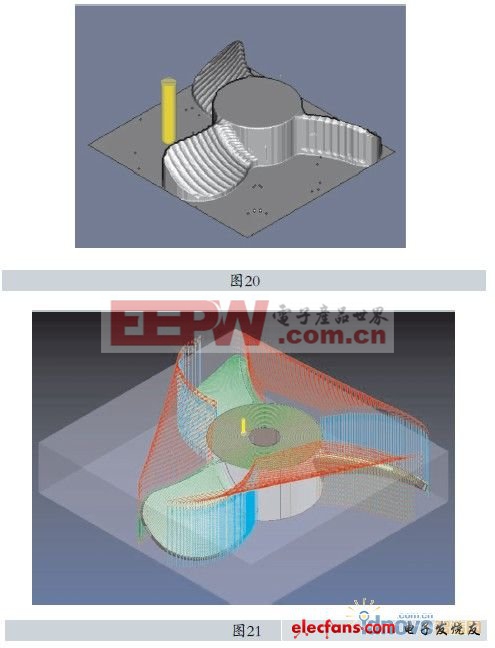
根据以上的分析,首先读入CATIA中建立好的叶片模型,如图17所示。然后定义叶片的毛坯,通过PowerMill进行最佳毛坯计算,如图18所示。再根据前面的分析制作工艺卡片(以LF5为例),如表2所示。图19所示为粗加工的仿真,半精加工应用螺旋加工的仿真如图20所示,精加工的走刀路径如图21所示。


本文主要介绍在叶片加工过程中的工艺问题和在加工过程中所遇到问题的解决方法。根据叶片零件的典型性,应用高速五轴加工等方法解决了叶片加工中的变形问题、定位问题和加工质量问题,主要探讨了高速加工在叶片加工中的实际应用。本文加工叶片选用的材料为LF5和6063T6两种铝合金材料,借鉴了其他高速加工材料中对铝合金的试验参数和结论,针对铝合金的叶片形状零件加工进行了深入的探讨和研究。通过选定的两种铝合金材料制作叶片,从切削力、切削热和切削的表面质量方面考虑,优化了切削参数,使叶片达到切削质量的同时,提高叶片的生产效率。
- 关于流体测量过程中出现的典型故障的原因与诊断(12-27)
- 典型零件叶片的仿真加工(06-10)
- 离子注入技术的发展趋势及典型应用(05-27)
- 高亮度LED线性驱动芯片设计及典型应用方案分析(01-18)
- 使用三坐标测量前的测头校正(02-27)
- 用杠杆百分表测量零件宽度(02-27)