CMOS探测器在射线检测中的应用
器置于工件内部,尽可能贴近检测部位,采用单壁单影的方式透照;对于内径较小的管状与筒形工件,采用双壁透照的方式;旋转一定角度即可将透照区展开成像,可有效提高检测效率(图2b)。对于回转类工件,采用旋转方式成像具有突出的优点,可提高图像质量,缩短检测时问。
2.5 运动速度控制
由于探测器必须有相对运动才能成像,因此需要将运动速度控制在合理的范围。如果速度不合适,则得到的图像就存在拉伸或压缩现象。另外,分辨率越高、图像噪声越低,运动速度需越低。
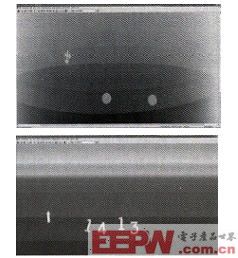
图2 不同透照方式获取的检测图像 (a)平动方式 (b)旋转方式
平动成像中的移动速度V与探测器的曝光时间T、成像精度P、透照放大倍数M和重复扫描次数N有关:

对于旋转方式,还需要考虑工件内径进行计算。
2.6 检测参数优化
最佳放大倍数Mopt与探测器的固有不清晰度Us、射线焦点尺寸d有关[2]:

经计算,最佳放大倍数Mopt=1,即成像时探测器尽量贴近被检测工件。此外,成像质量还与选用的透照电压、电流、焦距和焦点等参数有关。
扫描图像的清晰度与重复扫描次数有关,图像扫描时采用Double Graylevel选项,类似于实时成像检测中的4帧图像叠加(N=4)。进行检测的速度降低了4倍,但图像却有比较大的改善,噪声明显降低,更有利于缺陷的检出与识别。检测图像能够满足GB 3323―1987标准规定的AB级要求。
2.7 缺陷定量分析
在进行图像尺寸测量时,需要将经过计量或已知精确尺寸的试件紧贴在被检焊缝的一侧与焊缝同时成像。每次评定前,应作一次标定,缺陷测量时进行对比或通过公式将图像尺寸转化为真实尺寸。为此,设计了专用的测量评片用试片(图3),试片也可用于检测相对运动速度是否匹配。

图3 缺陷定量分析用试片
尺寸标定完成后,通过图像处理方法实现缺陷定量分析。选用Canny边缘检测算法进行缺陷边缘定位。接着对检测出的边缘进行细线化处理。然后通过搜索每条边缘线端点为中心的5×5或更大的邻域,找出其它端点并进行填充,完成边缘点连接,去除边缘检测图像中的间隙。再应用像素标记的方法,检查每一目标像素相邻点的连通性,进行闭合曲线内的目标标记。通过上述操作即可将不同缺陷标记出来以供测量用,最后完成缺陷参数计算[3]。
2.8 图像存档管理
检测结果以数字图像形式存放在计算机上,为便于对检测图像进行统一管理,笔者自行设计了图像文件的管理数据库,记录检测信息(工件名、检测日期等)、成像参数和检测评定结果等。
3 应用结论及问题分析
CMOS射线探测器具有较高的空间分辨率(61p/mm,固有不清晰度0.2 mm),检测灵敏度高(4096灰度级)。成像质量优于采用增强器的实时成像系统,接近或达到胶片照相的水平;在图像的对比度方面优于胶片照相方法和实时成像系统。
通过试验优化等方法,成功地将探测器应用于平板焊缝、环焊缝和纵焊缝等大多数产品零部件的射线检测,提高了检测效率,降低了检测成本。为更好地促进数字化射线检测技术的应用,有必要在下列方面开展研究工作:
(1)复杂工件的最优化检测及仿真[4],为检测结果的解释提供理论支撑。
(2)大容量图像文件的快速读取、处理及分析,缺陷定量分析的自动化、半自动化方法的研究。
(3)图像文件的管理、传输(引入PACS模式)[5]。
(4)建立新的数字化射线检测标准。
- 基于CCD技术的非接触在线检测仪设计(06-27)
- 一种舰船尾流探测系统设计(08-05)
- 3-D轮廓测量中相位解包裹应用(11-10)
- 射线检测中CMOS的研究(01-04)
- 基于CCD16点数学模型的全自动焦度计光学图像系统的设计(01-09)
- 滚珠螺母形位误差的CCD测量(03-23)