基于标定和插值的压装系统误差补偿
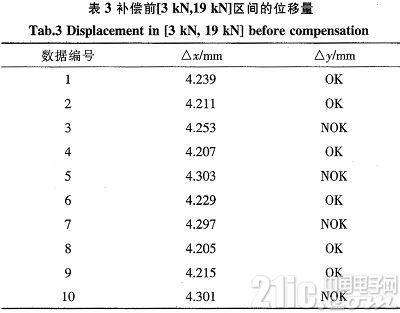
的数据样本来自某品牌汽车的后桥衬套压装机的实际生产数据,该后桥衬套的压装工艺要求:在衬套压入过程中压力从3 kN上升到19 kN时,位移量在2.10~4.25 mm之间为合格。我们使用20 cm×20 cm×10 cm的刚性块作为标定辅助装置,以100 Hz的采样率对压力和位移进行采样,形成误差标定表格,并以N=10为拟合点数进行最小二乘法线性插值。分别取标定表格中3 kN和19 K前后10个点的数据,见表1和表2。
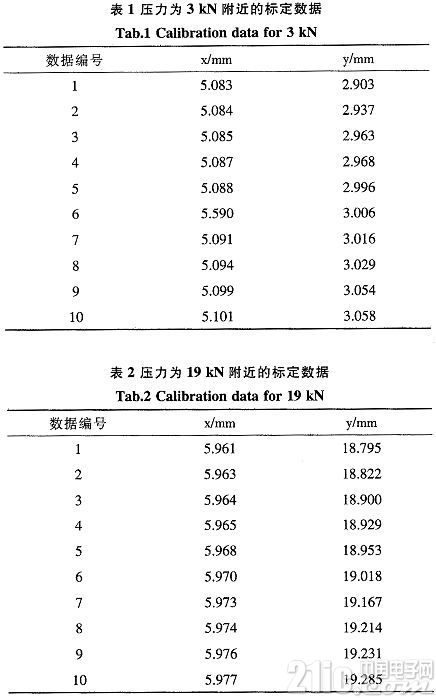
根据上文的插值规则,计算如下:
1)对表1进行最小二乘法拟合所得关系式为y=37.1606+7.888 72x,将y=3带入上式,得压力为3 KN时的插值位移为5.090 89 mm;
2)对表2进行最小二乘法拟合所得关系式为y=-149.003+28.1507x,将y=19带入上式,得压力为19 KN时的插值位移为5.967 98 mm;
3)令X=5.090 89,X’=5.967 98带入式(10),得到系统位移误差为0.877 mm。
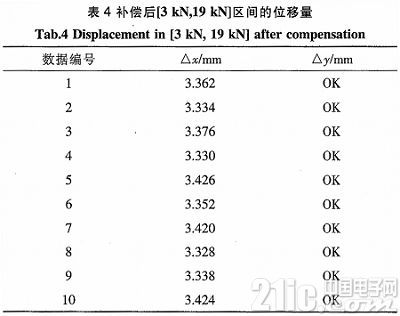
随机选取10组车间生产数据,提取出补偿前压力从3KN上升到19 KN时的位移量数据,并判断是否在工艺上要求的压装合格区间[2.10 mm,4.25 mm],见表3:
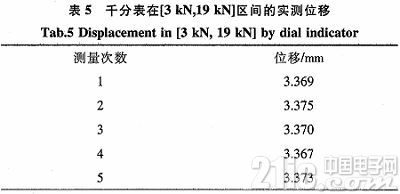
补偿前这10组产品数据合格率为60%,将表3数据分别减去已经求得的系统位移误差0.877 mm,即得到补偿后的位移值,判断补偿后的位移值是否在合格区间[2.10 mm,4.25mm],见表4。
由表4知,补偿后的数据在工艺要求上的合格率为100%。
为进一步确定误差补偿的准确性,我们使用数显千分表,将表座固定在压装系统底座上,将表头安装在压头端,使测杆与压头进给轴线平行,对压力在[3KN,19KN]区间的位移进行实测,得到五组数据如表5。
求得表5中位移平均值为3.371 mm,将表3和表4中的位移量分别与该平均值比较:
1)补偿前位移量对干分表实测位移的平均偏差为26.0%
2)补偿后位移量对千分表实测位移的平均偏差为1.02%。
由此可见,通过补偿可以使位移达到良好的准确度,极大地提高产品合格判定的可靠性。
4 结束语
本文针对汽车零部件压装系统,在原有的半闭环伺服控制系统基础上,设计了一种基于刚性块辅助的误差标定和基于最小二乘法拟合的插值补偿方法。通过工程实践的验证,该方法简便且操作性强,对弥补半闭环压装系统的误差缺陷有显著的效果。
- 超声波流量计在一联合常减压装置中的应用(10-21)
- 采用虚拟仪表实现液压装置的动特性测试和仿真(10-22)
- 频宽、取样速率及奈奎斯特定理(09-14)
- 为什么要进行信号调理?(09-30)
- IEEE802.16-2004 WiMAX物理层操作和测量(09-16)
- 为任意波形发生器增加价值(10-27)