无铅制造的可行性与测试控制
时间:01-09
来源:互联网
点击:
向无铅焊接的切换即不仅要确认长期可靠性,和温度(材料组)升至260℃时所发生的各种变化,还要对可制造性和测试能力进行确认。如果这些基本结果不能达到,那么这种合金就不是一个合适的替代品。如果一种工艺不能生产出产品且保持可控,那么这种工艺就是不可行的。理解无铅是怎样影响到性能表现和工艺控制的,才是其执行的核心内容。
从高铅材料(PbR)切换到无铅材料时, 应该加强对失效模式的分析(FMEA)。从机械学角度上看,典型的无铅材料要比高含铅材料硬。一般文献中所引用的具有代表性的特性数据是源自一个固态样本(标准的体积大小及质量)。
不幸的是,回流后的焊料合金即不是标准的体积,也与初始的合金具有不同的成分(金、铜、镍、钯和其它金属会污染合金,改变其机械参数)。我们缺少能够对比球状和块状焊点机械性能的、有凸点和无凸点倒装芯片的、以及显示无铅合金机电性能改变的图表。
对焊料凸点和外部环境间接触区域的仔细检查显示出,硬度对插座设计,电气接触(阻抗和接触电阻)以及整个产出有明显的影响。不仅包括无铅合金硬度增加带来的问题,就连表面氧化物/助焊剂残留的综合效应,也能在首次电气接触和接触电阻上产生多种影响。
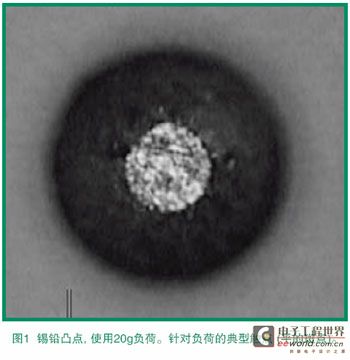
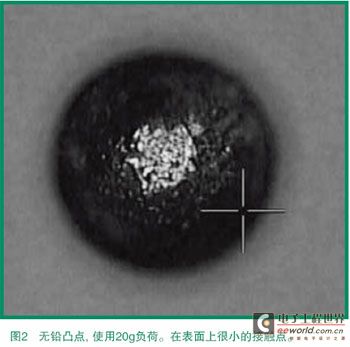
两种现成的“BGA”器件(相同封装,一种含铅量高,另一种不含铅;精确的合金成份与本次试验无关)被用来评价焊料切换带来的影响。图1和图2显示了一个明显的负荷变化情况,以证实类似的凸点变形。(形变程度和为形成电气接触而在凸点上所施加的最小外力有直接关系对于使用锡铅合金的电气接触而言,是典型的形变情况)
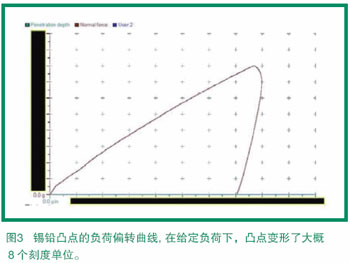
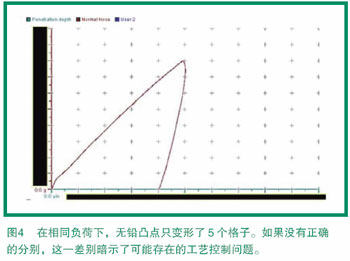
如图3和图4所显示的,在目标负荷情况下,含铅量高的器件会比无铅合金器件发生最高可达50%的形变。当负荷移走后,含铅量高的器件会保留比无铅合金器件多达75%的形变。这种现象和高铅焊料的机械特性有关,并在铜互连封装的倒装芯片上表现得尤其明显。改变凸点的化学成份会导致在冶金学和机械性能方面的一系列改变;很可能是由于铜在焊接过程中的溶解和形成新的合金造成的。
当我们寻找改进安装到插座上的BGA或探针卡上的倒装芯片寿命的方法时,需要懂得如何从高铅向无铅切换才会影响到电气和机械性能,那么,物理测试是必需的。对于倒装芯片,为确定是否在提高产出的同时能维持更好的工艺控制,电气机械特性的比较分析是必需的。伴随着正确的工具设定(该过程使用改良自CSM仪表的工具),电气接触电阻——也包括确切的首次电气接触及机械持久力——能很容易获得。
在评估中,我们确定了处于确切电气接触和机械形变之间的最佳接触点,以便更好地进行工艺控制。数据显示,从高铅向无铅的切换,在电气或机械方面都不是一个简单的转换,这和回流温度无关。这一方法也给研究者提供了一个早期的机会,以评估在焊料凸点的可靠性方面由于测试设备未对准而造成的影响。
电气机械数据提供给工艺/设计FMEA人员在合金选择方法上一个无偏差的数据。相对建模方式,这一基于实际数据来选择合适材料的方法,在插座配置和界面硬件的配置上,从工程方面去除了凭猜测所做的工作,做到了“一次正确”的设定。合金的电气机械特性的确定不仅仅帮助了封装设计人员,也为器件设计提供了支持。无论在机械还是电气方面,由于将器件装入插座并测试而需要增加的负荷,硅片或许会被损坏。同样重要地,如果实现电气接触所需要的力超过机械负荷极限时,具有低介电常数(Low K)结构的倒装芯片将会面临可靠性的问题。
小几何尺寸的高铅倒装芯片凸点在实现电气接触时,通常每个凸点需要承受15到20克的力。我们的团队使用了一个经改装的“CSM-Instruments”的微米级硬度工具,针对模拟稳定电气接触和产出所需要的力的变量做出快速的评估。结果显示,相对于锡铅焊料,无铅材料可能需要增加70%甚至更多的负荷(这个结果由四点探针机构的 Kelvin 连接确认过了,显示了一个74%的差别。CSM工具使用了大约5分钟,而使用 Kelvin 连接可能需要将近两周时间才能得到结果)。代替标准测试模块的电阻系数和硬度,设计者和工艺工程师需要向焊料和仪器供应商索要这类数据。
上述因素在FMEA上可能带来更大的变化,并且对性能产生影响(对部件和器件是相似的),比如助焊剂残留物,氧化物,合金污染物应该和凸点合金一同被评估。清洗和其它通过去除助焊剂残留和氧化物来清洁凸点的工艺,可以作为一个附加的标准,以便在一个实验设计中得到验证。DoE过程可以被概括为,针对凸点合金而建议采用正确的探针设计来匹配优先的目标产出,同时增加生产量和优化
从高铅材料(PbR)切换到无铅材料时, 应该加强对失效模式的分析(FMEA)。从机械学角度上看,典型的无铅材料要比高含铅材料硬。一般文献中所引用的具有代表性的特性数据是源自一个固态样本(标准的体积大小及质量)。
不幸的是,回流后的焊料合金即不是标准的体积,也与初始的合金具有不同的成分(金、铜、镍、钯和其它金属会污染合金,改变其机械参数)。我们缺少能够对比球状和块状焊点机械性能的、有凸点和无凸点倒装芯片的、以及显示无铅合金机电性能改变的图表。
对焊料凸点和外部环境间接触区域的仔细检查显示出,硬度对插座设计,电气接触(阻抗和接触电阻)以及整个产出有明显的影响。不仅包括无铅合金硬度增加带来的问题,就连表面氧化物/助焊剂残留的综合效应,也能在首次电气接触和接触电阻上产生多种影响。
两种现成的“BGA”器件(相同封装,一种含铅量高,另一种不含铅;精确的合金成份与本次试验无关)被用来评价焊料切换带来的影响。图1和图2显示了一个明显的负荷变化情况,以证实类似的凸点变形。(形变程度和为形成电气接触而在凸点上所施加的最小外力有直接关系对于使用锡铅合金的电气接触而言,是典型的形变情况)
如图3和图4所显示的,在目标负荷情况下,含铅量高的器件会比无铅合金器件发生最高可达50%的形变。当负荷移走后,含铅量高的器件会保留比无铅合金器件多达75%的形变。这种现象和高铅焊料的机械特性有关,并在铜互连封装的倒装芯片上表现得尤其明显。改变凸点的化学成份会导致在冶金学和机械性能方面的一系列改变;很可能是由于铜在焊接过程中的溶解和形成新的合金造成的。
当我们寻找改进安装到插座上的BGA或探针卡上的倒装芯片寿命的方法时,需要懂得如何从高铅向无铅切换才会影响到电气和机械性能,那么,物理测试是必需的。对于倒装芯片,为确定是否在提高产出的同时能维持更好的工艺控制,电气机械特性的比较分析是必需的。伴随着正确的工具设定(该过程使用改良自CSM仪表的工具),电气接触电阻——也包括确切的首次电气接触及机械持久力——能很容易获得。
在评估中,我们确定了处于确切电气接触和机械形变之间的最佳接触点,以便更好地进行工艺控制。数据显示,从高铅向无铅的切换,在电气或机械方面都不是一个简单的转换,这和回流温度无关。这一方法也给研究者提供了一个早期的机会,以评估在焊料凸点的可靠性方面由于测试设备未对准而造成的影响。
电气机械数据提供给工艺/设计FMEA人员在合金选择方法上一个无偏差的数据。相对建模方式,这一基于实际数据来选择合适材料的方法,在插座配置和界面硬件的配置上,从工程方面去除了凭猜测所做的工作,做到了“一次正确”的设定。合金的电气机械特性的确定不仅仅帮助了封装设计人员,也为器件设计提供了支持。无论在机械还是电气方面,由于将器件装入插座并测试而需要增加的负荷,硅片或许会被损坏。同样重要地,如果实现电气接触所需要的力超过机械负荷极限时,具有低介电常数(Low K)结构的倒装芯片将会面临可靠性的问题。
小几何尺寸的高铅倒装芯片凸点在实现电气接触时,通常每个凸点需要承受15到20克的力。我们的团队使用了一个经改装的“CSM-Instruments”的微米级硬度工具,针对模拟稳定电气接触和产出所需要的力的变量做出快速的评估。结果显示,相对于锡铅焊料,无铅材料可能需要增加70%甚至更多的负荷(这个结果由四点探针机构的 Kelvin 连接确认过了,显示了一个74%的差别。CSM工具使用了大约5分钟,而使用 Kelvin 连接可能需要将近两周时间才能得到结果)。代替标准测试模块的电阻系数和硬度,设计者和工艺工程师需要向焊料和仪器供应商索要这类数据。
上述因素在FMEA上可能带来更大的变化,并且对性能产生影响(对部件和器件是相似的),比如助焊剂残留物,氧化物,合金污染物应该和凸点合金一同被评估。清洗和其它通过去除助焊剂残留和氧化物来清洁凸点的工艺,可以作为一个附加的标准,以便在一个实验设计中得到验证。DoE过程可以被概括为,针对凸点合金而建议采用正确的探针设计来匹配优先的目标产出,同时增加生产量和优化
无铅制造可行性测试控 相关文章:
- 频宽、取样速率及奈奎斯特定理(09-14)
- 为什么要进行信号调理?(09-30)
- IEEE802.16-2004 WiMAX物理层操作和测量(09-16)
- 为任意波形发生器增加价值(10-27)
- 基于PCI 总线的高速数据采集系统(09-30)
- 泰克全新VM6000视频测试仪助力数字电视等产品测试 (10-06)