三坐标在发动机缸体缓慢偏差检测中的应用
时间:02-27
来源:互联网
点击:
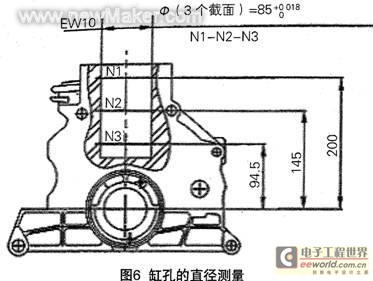
N1-N2-N3截面ΦA—B—C—D:3个截面、4个方向的直径平均值,即12个直径值的平均值为Φ85.0+0.0180 mm。
截面2上的ΦC与ΦD差值≤0.011 mm。
·测量基准坐标系的建立。
首先分别测量曲轴孔1、5,用1、5圆心建一轴线,作为零件坐标系的第1轴并找正,这里假设其为工件坐标系的Y轴;再测量缸孔1圆柱,用缸孔1圆柱的轴线作为零件坐标系的第2轴,这里假设其为工件坐标系的Z轴;求出缸孔1圆柱的轴线与1、5轴线的交点;再把坐标系原点清在缸孔1圆柱的轴线与1、5轴线的交点上。这样建立的基准坐标系才与缸体的产品设计基准一致,在该基准坐标系下测得的每个缸孔3个截面、4个方向的直径平均值才与发动机工作时的活塞运动状态相吻合,才能为发动机的正常运转、减弱发动机工作时所产生的噪声和提高发动机的使用寿命提供保证。
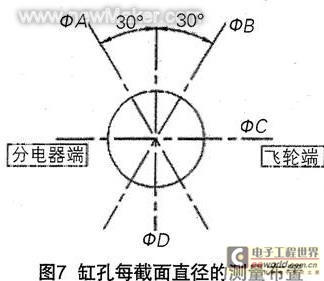
缸孔直径的测量一定要用带加长杆的星型测头,用2、3、4、5号测针组成星型测头,在测量基准坐标系下测量A、B、C、D 4个方向3个截面直径,评价时用2、4、3、5的测量点坐标来评价4个方向的对径,然后计算平均值及ΦC与ΦD差值。
3.2精加工曲轴孔的直径的测量及分级方法
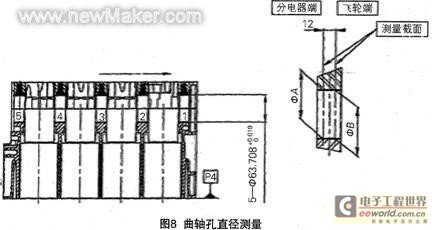
缸体曲轴孔平均直径测量如图8(以EWl0缸体曲轴孔的直径测量为例)。
行分级,而测量稍有误差就有可能造成分级错误,因此必须按工艺要求正确建立基准坐标系进行测量。
(1)曲轴孔直径测量
曲轴孔直径测量面测量点分布如图9。

测量基准坐标系的建立同缸孔直径的测量基准。用带加长杆的星
型测头采点测量,在该基准坐标系下测得的每个曲轴孔两个截面、2个方向的直径的平均值才是正确的,按该直径分级配瓦才与发动机工作时的部件运动状态相吻合,才能为曲轴的正常运转、减弱曲轴工作时所产生的噪声和提高曲轴的使用寿命提供保证。
4 结束语
三坐标测量机是测量缸体等箱体类零件空间尺寸及形位公差最理想的设备,对于三维空间坐标的建立、平移、旋转都是十分方便的,只需在零件加工基准上采集几个元素,就可以自动建立一个同加工基准坐标系相同的三维空间坐标系,因此应该充分了解所测量的零件在整个生产线上的加工工艺,在测量过程中才能保证测量基准与加工基准的统一,才能正确建立测量基准坐标系,才能确立正确的检测方案,测量结果才能有效地应用到产品质量监控中。以上测量方案不仅可以用于发动机缸体的测量,还可以用于其他箱体类的零部件缓慢偏差的测量如发动机缸盖、变速器箱体及机床主轴箱箱体等。(end)
三坐标发动机缸体偏差检 相关文章:
- 频宽、取样速率及奈奎斯特定理(09-14)
- 为什么要进行信号调理?(09-30)
- IEEE802.16-2004 WiMAX物理层操作和测量(09-16)
- 为任意波形发生器增加价值(10-27)
- 基于PCI 总线的高速数据采集系统(09-30)
- 泰克全新VM6000视频测试仪助力数字电视等产品测试 (10-06)