三坐标在发动机缸体缓慢偏差检测中的应用
时间:02-27
来源:互联网
点击:
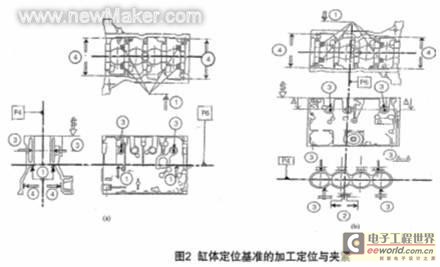
b.零件测量基准坐标系的建立缸体在三坐标大理石平板上的放置方式为OPl0支架左测量面同X轴平行正放在大理石平板上,缸体自由地放在支架中的①的4个支承点上,靠④、③的各4个支承点夹紧。缸体OPl0定位基准加工采用的基准坐标系建立方法及步骤如下。
·在OPl0支架的左测量面测量一个平面。
·在三坐标大理石平台上测量一个平面。
·在缸体右侧面第三清砂孔两侧各采1点,计算出中点。
以大理石平台上测量的平面的法线建第1轴即为Z轴,设置Z轴的坐标偏置为Z=301.968,这就是P6面;以OPl0支架的左测量面测量的平面的法线建第2轴即为y轴,设置 y轴的坐标偏置y=-179.797,这就是P4面;三坐标测量机自动生成X轴,将X轴的0点清在第三清砂孔中点上,这就是P5面。
这样,缸体OPl0定位基准加工测量用基准坐标系就建立好了,完全同加工基准坐标系一致,其他加工的孔、面的位置测量仅仅通过元素采集、评价就可很精确地测量出来。
(2)OP20\\OP40\\OP50\\OP60\\ OP90\\OPl20粗加工工序所用坐标系
a.定位与夹紧
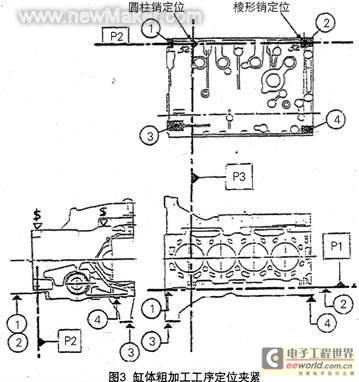
缸体粗加工工序所用坐标系采用一面两销,即侧面一空间理想平面P1+1只圆柱销52①+1只菱形销52②。定位夹紧如图3。
b.零件测量基准坐标系的建立
缸体在三坐标平台上的放置方式为缸体立放,油底壳面朝X轴正方向,正时面向下与大理石平板平行,飞轮面向上。
缸体粗加工工序所用坐标系建立方法及步骤如下。
·①、②、③、④4个小平面上各采1点。
·测量圆柱销定位孔一个圆截面,测量菱形销定位孔一个圆截面。
·将点③的X坐标沿y轴正方向偏置一88,将点④的X坐标沿Y孳由正方向偏置-22。
·用点②及偏置后的点③、点④3点构建一个平面,这个平面即为P1面,以该平面的法线建第1轴即为y轴,并在该平面清Y=O;以两定位销孔连线建第2轴即为Z轴,Z轴所在的平面即为P2面,在该线质心点上清 X=O,三坐标测量机自动生成X轴,
这就是P3面,在圆柱销定位孔中心清Z=O。
这样,缸体粗加工工序测量所用基准坐标系就建立好了,完全同加工基准坐标系一致,其他加工的孔、面的位置测量仅仅通过元素采集、评价就可很精确地测量出来。
(3)OP130\\0P140\\0P150\\ OP170\\0P190\\0P230精加工工序所用坐标系
a.定位与夹紧
缸体精加工工序所用坐标系也是一面两销,不过该坐标系的面和销孔与粗加工坐标系采用一面两销完全不同,即底平面P10+1只圆柱销39①+1只菱形销39②。定位夹紧如图4。
由图4看出,P10、P11及P12面构成了精加工三基面基准。P10面:过底平面200及4个支承点的平面;P11面:过圆柱定位销孔(39)轴线,离菱形定位销孔(39)为28 mm且垂直于P10的面;P12面:过圆柱定位销孔(39)轴线且垂直于 P10、P11的面。
b.零件测量基准坐标系的建立
缸体在三坐标平台上的放置方式为缸体立放,顶平面朝y轴正方向,正时面向下与大理石平板平行.飞轮面向上。
缸体精加工工序测量所用的基准坐标系建立方法及步骤如下。
·在油底壳面测量一个平面,即为P10面。
·测量圆柱销定位孔圆柱两个圆截面,测量菱形销定位孔圆柱两个圆截面。
·将在菱形销定位孔内所测的两个圆截面的圆心点沿X轴正方向偏置-28。
·用圆柱销定位孔内所测的两个圆截面的圆心点和在菱形销定位孔内所测的两个圆截面的圆心点偏置后的两个点,共4个点构建一个平面,该平面即为P11面。
·以油底壳面即P10面的法线建第1轴即为y轴,并在该平面清 Y=O;以P11面的法线建第2轴即为X轴,三坐标测量机自动生成Z轴,过圆柱销定位孔中心的Z轴的法平面即为P12平面,在圆柱销定位孔第一圆截面圆心清X=O,Z=O。
这样,缸体精加工工序测量所用基准坐标系就建立好了,完全同加工基准坐标系一致,其他加工的孔、面的位置测量仅通过元素采集、评价就可很精确地测量出来。
(4)OPl60精铣缸盖面、正时齿轮面、离合器面、变速器面加工工序所用坐标系
a.定位与夹紧
缸体OPl 60精铣缸盖面、正时齿轮面、离合器面、变速器面加工所用坐标系采用两面一销,即底平面F1、F′1面+P15面+1只圆柱销39。定位夹紧如图5。
 由图5看出,底平面F1、F1′面、P15面及一只圆柱销孔39构成的精铣面加工
由图5看出,底平面F1、F1′面、P15面及一只圆柱销孔39构成的精铣面加工
三坐标发动机缸体偏差检 相关文章:
- 频宽、取样速率及奈奎斯特定理(09-14)
- 为什么要进行信号调理?(09-30)
- IEEE802.16-2004 WiMAX物理层操作和测量(09-16)
- 为任意波形发生器增加价值(10-27)
- 基于PCI 总线的高速数据采集系统(09-30)
- 泰克全新VM6000视频测试仪助力数字电视等产品测试 (10-06)