全桥逆变电路在焊接电源中的应用
摘要:设计了一种基于峰值电流控制模式的全桥移相谐振变换器。采用专用移相芯片UC3879作为主控单元,实现全桥变换器的移相控制和主开关器件的ZVS。配合一定的焊机外特性控制电路和峰值电流检测技术,成功试制了一台6kW/l00kHz的高频逆变弧焊电源样机,最后给出了相关电路图和实验波形。
关键词:峰值电流控制;移相控制;斜坡补偿;零电压开关;逆变焊机
0 引言
电焊机是工业牛产和加工领域不可或缺的设备,其中逆变焊机由于具有体积小、重量轻、控制性能好、动态响应快、易于实现焊接过程的实时控制等优异性能,成为焊机产品的主流发展方向。
目的市场上大部分逆变焊机产品工作在硬开关状态,开关损耗严重,开关频率限制存几kHz到几十kHz上,无法完全发挥出逆变焊机小型化和便携性的特点。另外,焊机类设备的耗电量占我国年发电总量的5‰,被列为十大高能耗产品之一。因此,将软开关技术引入逆变焊机领域,对于减小开关损耗、提高开关频率、减小体积重量以及节约能源等具有至关重要的作用。全桥变换器由于自身结构的特点,可以方便地工作于多种软开关模式下,并具有功率器件电压额定值小、变压器利用率高、滤波电感小等优点,而且可以工作在电压、电流两种模式下。其中电流模式特别适合应用在高频逆变焊机的控制上。
因此,本文设计了一种基于峰值电流控制模式的全桥移相谐振逆变弧焊电源。
1 结构组成及功能
基于峰值电流模式的全桥移相谐振逆变弧焊电源系统的结构框图如图1所示。

220V交流市电经整流滤波后做为全桥逆变器的直流输入,其输出为脉宽可调的高频交流电压方波,通过高频变压器隔离降压后,再经过输出整流滤波得到满足焊接要求的直流电源。
基于峰值电流控制的移相控制电路是整个系统设计的核心部分。所谓峰值电流控制,即逐个脉冲电流限制,就是通过实时检测流过变压器原边的电流波形,由其峰值到达给定的时刻决定输出PWM脉冲的宽度.使得主开关管的导通电流瞬态值具有相对独立性。能够快速地获得焊机T作所需的理想电流特性曲线.提高其动态响应速度和可靠性。并有助于克服全桥变换器所固有的偏磁问题。外特性控制电路根据原边电流峰值和副边输出电压的反馈量与给定量的偏差判断系统的工况,并通过移相控制电路调节输出脉宽,实现对输出电流的闭环控制,使逆变焊机具有理想的工作特性曲线。
图2所示即为高频逆变焊机所普遍采用的一种行之有效的恒流带外拖的外特性曲线。其中Uk为空载电压,即焊机不工作时的输出电压。一个较高的空载电压有助于起弧阶段快速建立起稳定的工作状态。一般空载电压为90V左右;AB段为起弧阶段,即焊机建立工作状态的过渡过程,近似于恒压输出。这个过程中变换器以最大脉宽输出,以最快速度达到设定工作电流时该阶段结束;BC段为稳定工作阶段,近似为恒流过程,使焊机具有一个平稳、恒定的工作电流;CD段为外拖阶段,由于焊机在频繁的起弧和工作过程中焊枪很容易和工件短路粘连,造成焊接过程不顺畅,如果此时系统检测到一个较低的短路电压后能够相应地增大输出电流值,就可以将粘连部分熔断,从而获得一个连续、平稳的焊接过程。

此外,本系统还包括一系列输入过、欠压保护、过流保护、短路保护以及给定电流和实际工作电流切换显示等功能。
2 主电路设计
本系统所采用的全桥变换器拓扑结构如图3所示。主电路中选用了MOSFET作为主功率开关器件,这是因为本系统的设计频率为100 kHz,而与IGBT一般最高工作在几十kHz相比,MOSFET的工作频率则要高的多。另外由于MOSFET自身带有反并联二级管和较大的输出电容,如图3中D1~D4、C1~C4所示,为软开关的实现提供了便利条件。变压器副边输出整流结构有全波整流(变压器副边三抽头+两只二级管)和全桥整流(变压器副边两抽头+四只二级管)两种结构可供选择,前者适合于输出低压大电流的场合,后者适合于输出高压小电流场合。由于逆变焊机可看作是一个低压大电流源.因此选用全波整流。
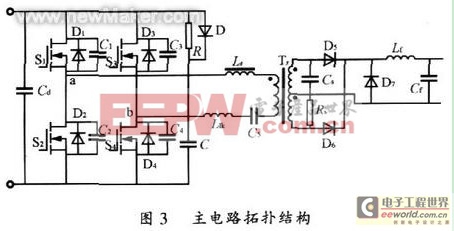
本方案选用移相的控制方式,比较适合于选用MOSFET作为主开关的拓扑结构。其工作过程大致可分为功率传输阶段、超前臂谐振阶段、环流阶段、滞后臂谐振阶段以及电流反向阶段等几个过程。需要强调的是,在滞后臂谐振阶段,由于D5和D6同时换流将副边短路,输出滤波电感Lf无法协助变压器原边漏感Llk参与谐振过程,因此滞后臂软开关条件不容易满足。
与常规全桥变换器相比,本方案在电路结构上做了如下改进。
(1)在Llk的基础上,原边串入一个辅助谐振电感Ls。这有助于克服滞后臂谐振过程中只有Llk单独与谐振,导致谐振能量不足、软
峰值电流控制 移相控制 斜坡补偿 零电压开关 逆变焊机 相关文章:
- 基于单极性移相控制高频脉冲交流环节的逆变器(12-18)
- 全桥式逆变器/移相控制方式(09-09)
- 脱硫脱硝电源中高频高压交流电源的实现(03-11)
- 大功率超声波电源的研究(08-18)
- 基于BOOST型DC/DC转换器的斜坡补偿电路(12-09)
- 符合待机能耗法规的PWM控制器SG6840/SG6841应用(03-15)