扣式锂电池的制备工艺研究
系。

2.4 电池不能放电的原因分析
尽管极片的掉粉得到解决,但很多电池开路电压低,电阻大,并且只能充电不能放电,为此分析了可能的原因。
(1)开路电压低的原因分析
一部分电池制成后静置1~2h的开路电压在0V左右,其可能的原因为:
①极片的毛刺穿破隔膜,造成电池短路;
②电池在装配过程中,正负极片偏移,导致短路;
③电池的装配不紧,导致电池正负极外壳与正负极片的虚接,造成电池断路。
为了解决由①造成的电池短路,制片工艺中增加了压片工艺;减小正负极片的直径,同时增大隔膜的直径,来消除原因②造成的电池短路;最后采用紧装配来避免断路现象发生。
(2)电化学阻抗大的原因分析
图3是C/LiCoO2扣式电池的EIS谱图。
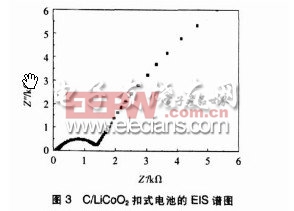
由图可知该电池电化学阻抗很大(1.3kΩ),其原因可能是:
①导电剂添加量不够;
②隔膜的孔隙率小,使得电解液中的锂离子不能顺利通过;
③电解液分解,电解液中的锂离子减少。
对于原因①,采用加过量的导电剂;对于原因②采用更换不同的电池隔膜。通过这两种方法的改进,所得电池的电化学阻抗仍很大;所以为原因③是造成电池电化学阻抗变大的主要原因,理由是电池在封口之前,若有少量的空气和水分进入电池,就会在碳负极表面上直接还原生成氧化锂、氟化锂和氢氧化锂以及氢气,消耗掉电池中有限的锂离子,造成电池不可逆容量与内压的增大;另一方面,氟化氢还会与正极材料发生反应,造成正极材料的溶解。
2.5 工艺优化后的CLIB充放电特性
图4是经过了极片制备工艺、装配工艺和封口工艺优化后的CLIB充放电曲线。由图可知,经过配膏、搅拌、干燥温度、干燥时间、压片、装配、封口等工艺优化后,C/LiCoO2扣式电池已经由原来只能充电、不能放电变成了可充可放的充电电池。

3 结论
(1)正负极膏体的最佳配比分别为:LiCoO2∶SP∶PVDF∶NMP=47.6∶2.4∶2.4∶47.6(质量比)和C∶SP∶PVDF∶NMP=36.5∶1.2∶3.3∶59.0(质量比);
(2)搅拌的工艺规范为:将PVDF加入NMP中,在50℃下溶解50min,然后把SP加入其中强力搅拌20min,再将活性物质加入后强力搅拌1h,最后超声波搅拌15min;
(3)正负极片干燥工艺规范为:正极片在120℃下干燥8h,负极片在90℃下干燥8h;
(4)压片工艺规范为:正极片压力20MPa,负极片压力16MPa,当达到预定压力后要静止0.5min;
(5)装配和封口工艺是影响电池充放电性能的重要因素,电池应在惰性条件下实行紧装配。
- 应用于新能源发电的双向DC/DC变流器研究及仿真验证(01-26)
- 应用于生活和生产的二相混合步进电机驱动研究(12-15)
- 多故障容错功能的新型逆变器拓扑研究 可靠性模型分析(12-04)
- 宽频化与小型化微带天线的研究与设计(04-24)
- 一种新型风电电压跌落检测方法的研究(01-23)
- 不同种类电容的ESR曲线研究(12-30)