基于80C196KC的软开关型脉冲MIG焊机的研究
控制系统是在系统软件的控制下工作的,控制程序作为整台焊机的精髓所在,其结构的合理性、程序的实用性以及可靠性就成为数字化焊机的关键所在。合理的程序结构、正确的程序流程是保证焊机正常工作的基础。
5.1 PI控制算法
PI运算是控制软件部分主要完成的工作之一,数字PID控制算法的程序编写较为简单,根据所设计焊机的具体要求,并结合以往的研究结果,系统有比例、积分环节即可得到满意的控制效果,加入微分项可以提高系统的动态品质,但其运算和参数调整较为复杂,会占用单片机过多的时间,降低了响应的快速性。故此处采用PID算法中的PI部分,其控制规律为:

式中:α=K(1+T/Ti),β=-K;ei,ei-1分别为第i次和第i-1次电流给定值与反馈值之差;I(i),I(i-1)分别为第i次和第i-1次输出给MAX530的控制参量;α,β的值是通过大量实验整定后确定的。
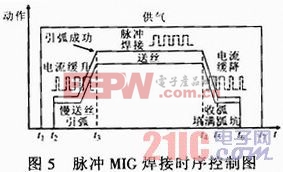
5.2 焊接过程时序控制
根据焊接工艺要求,焊接过程中各个工序要按顺序执行。其时序控制如图5所示。
5.3 软件抗干扰措施
虽然在主电路以及控制电路中都采取了抗干扰措施,但是干扰信号只是在一定程度上减弱,不可能完全消除的。因此,仍会有一些干扰能够侵入到单片机系统中,我们在硬件抗干扰措施的基础上又有意识的采取了几种软件抗干扰措施:监视时器、冗余指令、数字滤波等。
6 系统调试
为检验前述设计的硬件电路以及软件程序,需对硬件电路以及软件程序进行整机调试,以检验其是否符合设计要求。针对整机试验中的各个问题进行分析与改进,进一步完善系统的设计。
空载测试通过后,对焊机进行静负载试验。将焊机输出接到负载箱上,面板给定基值与峰值电流相同,即焊机处于恒流输出状态,通过改变负载箱的电阻值测试焊机外特性,根据测试数据绘制焊机外特性曲线。图6a为给定65 A时测定的焊机输出外特性曲线。
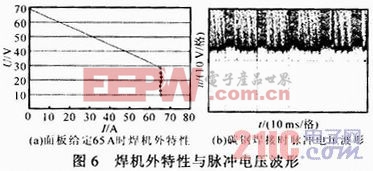
图6b为对5 mm厚Q235A碳钢进行手工焊接过程的脉冲电压波形。其焊接条件为:焊丝直径1.2 mm,峰值电流180 A,基值电流50 A,占空比为30%,频率为50 Hz,送丝速度为4.5 m·min-1。
在上述参数下焊接,过程稳定,飞溅较少,实现了射滴过渡,达到了最初设计目的,焊缝成型较好,熔深较大,对5 mm厚的板材可一次性焊透。
7 结论
焊机主电路采用软开关IGBT式全桥逆变结构,经试验表明,硬件电路结构设计合理,性能稳定,实现了零电流、零电压开通与关断;采用以80C196KC单片机为核心的控制系统,并配以集成度高的专用芯片进行控制,在各个环节采取了多种抗干扰和保护措施;采用汇编语言编程,软件指令执行效率高、速度快,并设有软件抗干扰措施。最后进行了焊接试验,试验结果验证了控制系统的设计符合要求,实现了稳定的脉冲MIG焊,并能满足脉冲MIG焊接工艺的要求。
焊机 研究 MIG 脉冲 80C196KC 开关 基于 相关文章:
- 一种基于ARM的电子束焊机灯丝电源方案实现(01-15)
- 逆变电焊机的原理及其特点优势(12-13)
- 探讨逆变焊机IGBT炸管的原因及保护措施(12-04)
- 等离子(水介质)切焊机逆变电路的研制(08-27)
- 使逆变焊机高效节能的电源设计方案(08-02)
- 电焊机之IGBT系列焊机工作原理(03-25)