聚磁技术的原理解说及选用标准化方案
钢丝绳断丝,必须解决钢丝绳的磁化问题.由于钢丝绳结构的特殊性,表面极不规则,限制了电磁铁在钢丝绳磁化中的应用;同时由于永磁材料的发展,采用体积很小的永久磁铁可以提供很强的磁场,满足钢丝绳磁化的需要,因此在钢丝绳磁检测方法中,越来越多地倾向于采用永久磁铁实现钢丝绳的磁化.对于小直径钢丝绳检测,一般采取周向单回路对钢丝绳轴向磁化可以满足检测要求.在这种磁化方式中,由于钢丝绳周向各部分距离永久磁铁的不同,钢丝绳的磁化是不均匀的。随着钢丝绳直径的增大,这种磁场分布的不均匀性越来越明显,在十分极端的情况下,靠近永久磁铁的部分可以十分明显地检测到信号。与之对立的部分却检测不到信号.因此,对于升船机钢丝绳的磁化不能采取单回路励磁的方式,必须采取周向多回路轴向励磁的磁化方式.对于周向多回路轴向励磁的磁化方式,主要考虑磁力线之间的干涉问题,由于磁场的非线性以及矢量性.多个磁场叠加之后,钢丝绳中的磁化强度不一定增加,因此在磁路设计时必须合理布置磁路,增强路磁化的效果.在实验的最初阶段,仿照单回路励磁的方式用双回路对小直径钢丝绳进行励磁。结果发现钢丝绳的断丝信号不但没有增加,反而有所减少.件_「t洁号极不稳定,这些现象表明。多回路磁化不能简一单地按照单回路磁化的方式设汁.这也与前面的理论分析相符合.现在的关键问题是必须找到遣成磁力线涉的磁路方面的原因.
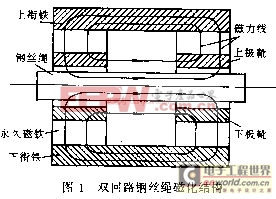
由于极靴的存在,上、下两磁化回路的磁力线通过极靴耦合在一起,形成某一方向磁力线集中于端面,在该端面就成为一个磁源,该磁源形成的磁力线通过衔铁与另一端面的磁力线闭合,同时,为了保证钢丝绳磁化均匀,极靴的体积一般较大,这样,由永久磁铁提供的大部分磁能用来磁化极靴.而不是钢丝绳.通过这样分析可知,为了实现多回路磁化,在钢丝绳与永久磁铁之间不能增加极靴或者应减少极靴的体积.针对上述难点,在钢丝绳断丝检测中采用基于聚磁检测技术的漏磁场测量方法探测不同层次上的钢丝绳断丝产生的漏磁场,聚磁检测原理如图4所示,均布于钢丝绳周向的聚磁环将钢丝绳产生的漏磁场收集导向到霍尔元件中,让霍尔元件探测钢丝绳周向某一周向角范围内的平均磁场。聚磁环采用高导磁材料制作,如工业纯铁、坡莫合金,其将断丝断口产生的散布于周向上的微弱磁场聚集,增加了检测的灵敏度,试验表明,与单个霍尔元件检测相比,灵敏度可提高k倍以上.由于单个霍尔元件沿钢丝绳周向能够覆盖的扫描范围有限,为防止漏检,通常需要大量元件沿周向布置,对直径60 mm左右的钢丝绳一般要20-40片霍尔元件均布,这将增加探伤传感器及后续信号处理系统的复杂性.采用聚磁环后增大了单个元件的扫描范围,所以用很少的元件,如2片、4片,即可实现漏磁场的无漏检测.聚磁环对磁场有均化作用,因而采用聚磁环后将均化钢丝绳钢丝间、绳股间产生的漏磁场,提高测量信号的信噪比.采用聚磁检测技术实现升船机钢丝绳的断丝信号获取.聚磁检测技术的应用,不但实现升船机钢丝绳断丝的检测,而且减少了检测元件的数目,从而简化了传感器的结构和检测装置的成本。
聚磁技术在立式磁选机中应用
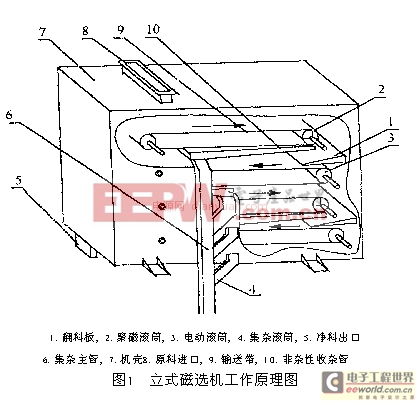
1立式磁选机结构及工作原理立式磁选机主要由翻料板、电动滚筒、聚磁型滚筒、非磁性收杂盘、超薄极韧输送带组成。如图1所示。
本机进料口位于顶部,出料口位于底部,由输送带和电动滚筒组成传动单元。相邻传动单元的输送带运动方向相反,输送带超薄((0. 8mm)极韧,能保证有效地吸附铁及铁氧化物(弱磁性),保证产业化的使用周期;每个传动单元内至少有一个电动滚筒和一个聚磁型滚筒,在聚磁型滚筒下方的输送带下部设置收杂盘。聚磁型滚筒是由同磁极相对的两块及两块以上的磁铁及其之间的铁环通过螺栓和主轴联接而成。磁性材料为高强磁性材料,并利用聚磁性磁路使磁力聚集,增加单位磁场强度30%,
聚磁滚筒还可以直接代换现在的铁氧化磁选机,用于高档细瓷的过滤泥浆的除杂工艺中,以获得更高品质的泥浆,该磁选机可用于磨料、磨具行业的除铁工艺中,错英砂、错英粉的除铁合成镁砂等除铁工艺中,也可以用于精选氧化铁粉体料的工艺中。聚磁效应
磁路扼铁的采用
根据磁感应线在介质边界面上的折射定律,界面两侧的磁感应线与法线之间的夹角的正切之比,等于两侧介质的磁导率之比。若第一介质是铁磁性物质,第二介质是非磁质物质。则由于折射,第一介质(即铁芯)内的磁感应线将几乎与界面平行,而很少漏出介质之外。因此,如果在磁化线圈内加一个适宜的高磁导率铁芯(扼铁和磁极板),则不仅磁感应大大增强,而且
聚磁技术 相关文章:
- 电源设计小贴士 1:为您的电源选择正确的工作频率(12-25)
- 用于电压或电流调节的新调节器架构(07-19)
- 超低静态电流电源管理IC延长便携应用工作时间(04-14)
- 电源设计小贴士 2:驾驭噪声电源(01-01)
- 负载点降压稳压器及其稳定性检查方法(07-19)
- 电源设计小贴士 3:阻尼输入滤波器(第一部分)(01-16)