0201超小型无源元件技术推动工艺解决方案
时间:12-05
来源:互联网
点击:
装过程方面。因为每台机器都不同,必须定出特性,保证速度够快以保持焊锡不从锡膏砖溅出,使用的力不至于将元件过分压入锡膏。如果使用太大的力或太高的速度,会增加焊锡球或元件偏移的可能性。
贴装课题评估速度、力量和降低限制。通常,速度和力是依赖机器的,但对精度,焊锡熔湿与自我定位力等物理现象是不依赖机器的,因此平台与平台之间都是一致的。数据显示,如果使用较早前所提及的焊盘设计,长度方向的贴装偏移将比宽度方向的偏移允许更多的自我定位。长度方向过多的偏移产生比宽度方向更多的缺陷。回流焊接之后的元件偏移是宽度方向偏移引起的较常见的缺陷。
回流焊接
回流0201元件与回流稍微较大的0402没有大的差别;可是必须注意0201回流过程使用的温升率。用大的预热斜度处理0201元件可能增加墓碑的机会。大于每分钟2°C的坡度可能引起元件一端的锡膏稍微比另一端回流快。如果元件一边首先回流,不平衡力将作用在元件上,由于表面张力,在首先回流焊盘的方向上立起元件。
回流过程的另一方面是空气与氮气的使用。资料显示使用空气可减少大多数缺陷4,5.因为焊锡在氮气中比在空气中熔湿较好,使用空气环境减少熔湿,允许时间将元件两头熔湿更一致。研究采用的变量如表三所示,在三个级别上参数的变化,以理解其对焊接点质量和其它过程有关缺陷的影响。
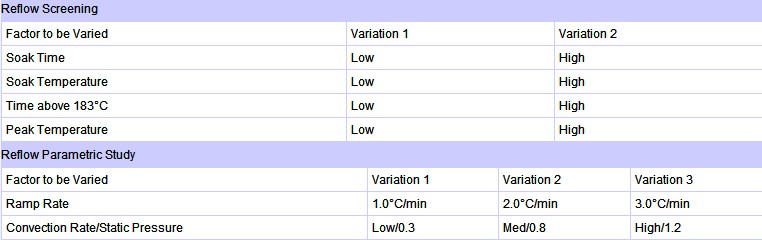
表三、Reflow DOE Variables
结论
完全地理解0201过程是不可能的。在未来几年内,将会进行无数的研究,带着理解所有可能的过程和设计因素的目标,来考察0201过程。因为每个过程单元有如此之甚的变量依赖于其它因素,很难找到一个满足所有可能的过程问题的答案。随着SMT的进步,新的技术改革将要求通过研究去找到工艺窗口和适当的电路板设计。
无源元件技 相关文章:
- 电源设计小贴士 1:为您的电源选择正确的工作频率(12-25)
- 用于电压或电流调节的新调节器架构(07-19)
- 超低静态电流电源管理IC延长便携应用工作时间(04-14)
- 电源设计小贴士 2:驾驭噪声电源(01-01)
- 负载点降压稳压器及其稳定性检查方法(07-19)
- 电源设计小贴士 3:阻尼输入滤波器(第一部分)(01-16)