CNC系统的控制软件及其工作过程
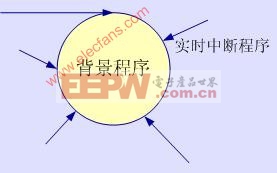
图3-25 前后台结构
中断型结构的特点是,除了初始化程序之外,系统软件中所有的各种任务模块分别安排在不同级别的中断服务程序中。整个软件就是一个大的中断系统。其管理的功能主要通过各级中断程序之间的相互通信来解决。
能够方便地设置各种诊断程序也是CNC和MNC系统的特点之一。有了较完善
的诊断程序可以防止故障的发生或扩大。在故障出现后可以迅速查明故障的类型和部位,减少故障停机时间。各种CNC(MNC)系统设置诊断程序的情况差别也很大。诊断程序可以包括在系统运行过程中进行检查和诊断;也可以作为服务性程序,在系统运行前或故障停机后进行诊断,查找故障的部位。国外一些公司的CNC系统还可以进行通信(海外)诊断,由通信诊断中心指示系统或操作者进行某些试运行,以查找故障隐患或故障部位。
(1) 运行中的诊断。在普通NC系统中已包含有在运行中进行诊断的萌芽,如纸带输入时的横向与纵向(水平与垂直)奇偶校验,同步孔丢失校验,非法指令码检查等。此外还有超程报警等措施。在CNC和MNC系统中做这些工作更加方便。而且还可以用打字机指示各种项目诊断的结果和用统一编号表示的故障部位。一般来说,运行中进行诊断的程序比较零散,常包含在主控程序及中断处理程序分支中。常见的手段有:
① 用代码和检查内存:此法只能对程序中那些不变区域进行检查,而且必须是在恢复系统程序的初态后进行的。
② 格式检查:此法一般用在纸带输入时,对零件加工源程序进行检查,包括奇偶校验、非法指令代码(本系统中不使用的指令代码)、数据超限等。
③ 双向传送数据校验:此法常用在间接型CNC系统或群控系统中。手动数据输入也可用此法校验。
④ 清单校验:即利用所配备的打印设备打印程序清单及某些中间数据,综合性地诊断主机、接口及软件的故障。
(2) 停机诊断。停机诊断是指在系统开始运行前,或发生故障(包括故障先兆)系统停止运行后,利用计算机进行诊断。它一般是用软件控制进行阶段性的运行,如传送数据或模拟进行单项的控制动作。逐项检查硬件线路的功能,有选择地查找故障部位。这种诊断程序可以与运行用的系统程序分开,在须要进行诊断时再输入计算机。必要时,还可冲掉部分系统程序而装入内存。
(3) 通信诊断。通信诊断是由用户经电话线路与通信诊断中心联系,由该中心的计算机给用户的计算机发送诊断程序,程序指示CNC系统进行某种运行,同时收集数据,分析系统的状态。将系统状态与存储的应有工作状态以至某些极限参数作比较,以确定系统的工作状态是否正常,故障的部位及故障的趋势。可见,通信诊断既可用作诊断异常状态的工具,又可用作预防性检修的手段。因为用户与通信诊断中心之间可使用跨洋电话系统,故又被称为海外诊断。
- 12位串行A/D转换器MAX187的应用(10-06)
- AGC中频放大器设计(下)(10-07)
- 低功耗、3V工作电压、精度0.05% 的A/D变换器(10-09)
- PIC16C5X单片机睡眠状态的键唤醒方法(11-16)
- 用简化方法对高可用性系统中的电源进行数字化管理(10-02)
- 利用GM6801实现智能快速充电器设计(11-20)