高温电子设备对设计和可靠性带来挑战
况,在高温条件下经过500小时后会影响焊接的完整性。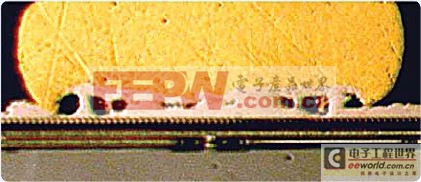
图7.195°C下500小时后的金/铝焊接
从图8中可以看到,高温焊接失败后出现了明显的金/铝金属间化合物生长和柯肯达尔空洞。更糟的是,溴和氯等卤素(时见于塑封材料)在高温时也会引起边界接口腐蚀,加速焊接失败(幸而业界已转用“绿色”无卤素塑封材料)。因此,焊线和焊盘最好采用相同金属(单金属焊接),以避免上述不良影响。如果不能采用相同金属,工程师应当选择IMC生长和扩散率足够慢的金属,以保证在所需的寿命内可靠使用。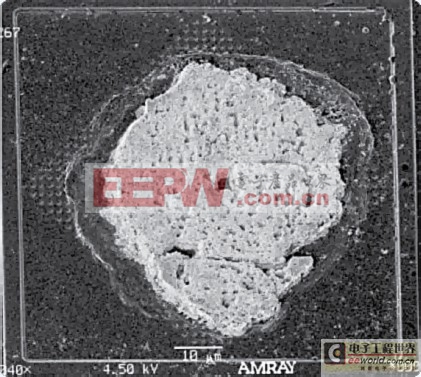
图8.产生空洞的金属间化合物生长
图9显示了单金属焊接在高温下的鲁棒性。从焊接剖面来看,195°C下经过3000小时后未出现IMC生长迹象。
图9.195°C下3000小时后的单金属焊接
IC封装也必须能够承受恶劣环境下施加的应力。塑料封装尽管达到行业标准,但传统上只能在150°C的额定温度下持续使用。随着近期高温应用日益受到关注,研究表明,这一额定温度可增至175°C,但只能持续较短时间。从封装结构来看,175°C是某些材料(如塑封材料)超过玻璃化转变温度的温度点。在TG以上温度工作会使关键参数(如CTE和弯曲模量)产生显著机械变化,并因热应变引起分层及开裂等焊接失败现象。8
因此,高温应用时最好选用密封陶瓷封装(图10)。密封可以防止导致腐蚀的湿气和污染进入。遗憾的是,密封封装通常较大较重,且价格比同类塑料封装贵得多。在极端温度要求( 175°C)较少的应用中,最好采用塑料封装,可以减少PCB面积、降低成本,或是提供更好的振动顺应性。对需要采用密封封装和高器件密度的系统而言,高温多芯片模块是一种比较合理的解决方案。然而,这种方案需要提供已知合格芯片。
图10.密封侧面钎焊陶瓷DIP封装
封装引脚配置和金属化情况也必须加以评估。表面贴装器件质量仅取决于焊盘面积以及铜层和预浸材料之间的粘结质量。另一方面,通孔DIP配置(业界最可靠的封装之一)也可提供鲁棒的冲击和振动性能。极端情况下,要想进一步提升连接强度,还可以弯曲电路板底侧引脚,并将其“钉”在PCB上,但是,通孔引脚排列不允许电路板低侧的元件密集分布,这可能是空间限制严格的井下仪器等应用面临的一大问题。
许多情况下,鸥翼SMT引脚配置是一种可行的替代方法,但是,无引脚SMT在许多高温环境下面临高冲击和振动时不够鲁棒。采用SMT器件时,设计人员应当考虑其高度和质量。采用高温环氧树脂可以提高连接鲁棒性,但是会增加制造成本,加大维修难度。在所有情况下,引脚金属化层都必须兼容高温焊料。
最常见的标准焊料合金熔点低于200°C。但是,有一些现成的合金可以列入“高熔点”(HMP)合金,其熔点远高于250°C。即便在这些情况下,对任何受应力影响的焊料而言,其最高推荐工作温度也比其熔点低40°C左右。例如,标准HMP焊料合金由5%的锡、93.5%的铅和1.5%的银组成,熔点为294°C,但其推荐工作温度仅为255°C。9注意,BGA (球栅阵列)封装有工厂粘结的焊料球,熔点可能不会太高。
最后,PCB本身也可能是焊接失败的原因。标准FR4材料在130°C至180°C时可在任意位置发生玻璃化转变,依具体成分而定。如果在该温度以上使用(即使时间较短),也会出现扩散和分层。聚酰亚胺是一种可靠的替代材料(Kapton中就采用了这种材料),其TG高达250°C,具体依成分而定。但是,聚酰亚胺的吸湿性极强,可能会使PCB由于各种机制迅速出现故障,因此,控制其在湿气中的暴露至关重要。近些年来,业界引进了吸湿性较小且能在高温时保持完整的新型层压材料。
验证、认证与测试在实验室验证高温器件并非易事,因为工程师需要综合上述各项技术才能在极端温度下测试器件性能。除了在建造测试夹具时采用特殊材料外,测试工程师还必须谨慎操作环境试验箱,使系统调整至所需的温度变化。由于膨胀系数不匹配,快速温度变化会对PCB板上的焊点造成损害,产生翘曲变形,并最终使系统过早出现故障。业界采用的原则是将温度变化率保持在每分钟3°C以下。
为了加快寿命与可靠性测试过程,在高温下测试电子器件是一种可以接受的方法。这里需要引入一个加速系数α,根据Arrhenius方程计算:
其中Ea为激活能,k为玻尔兹曼常数,Ta为使用时的预期工作温度,Ts为应力温度。虽然加速老化问题对标准产品影响不大,但是,应力温度远高于额定温度可能会引起新的故障机制,并导致结果不准确。因此,为保证AD8229等高温器件的终身可靠性,需要在210°C的最高额定温度下进行为期1000小时(大约六周)的高温工作寿命 测试(HTOL)。在低温情况下,预期寿命可以采用图11所示的加速度关系进行预测。
图11.AD8229寿命与工作温度,1000小时(210°C)11
高温 相关文章:
- 提高用于高温环境和电负载的薄膜电阻的性能(10-01)
- 磷酸铁锂电池的节能减排应用(06-20)
- 多晶硅薄膜的制备方法设计(11-26)
- 电容式高温压力传感器设计及其仿真(12-15)
- 高温系统设计的考虑因素(05-13)
- 12位串行A/D转换器MAX187的应用(10-06)