基于GPRS的物联网终端应用到污水处理监控系统(二)
4 污水处理网络控制系统
4.1硬件系统架构
对于污水处理厂而言,存在大量传感器、控制器等现场设备,他们通常相当零散的分布在较大的范围内,由他们构成的控制底层网络,单个节点的控制信息量不大,信息传输的任务较简单,但对其传输信息的实时性、快速性要求较高。又因为污水处理的水池体积都较为庞大,更导致数据采集点相对分散,距离远,不便于集中管理。因此,本系统采用三菱PLC+CC-Link+ GPRS组成双层网络远程控制系统?硬件系统由PLC系统、数据采集节点、GPRS通讯、远程监控上位PC机4个部分组成?硬件结构图如4.1。

图 4.1 污水处理自动控制系统硬件结构图
根据污水处理的工艺要求,选用三菱Q00J的CUP作为主站,用F700变频器,远程输入、远程输出、远程A/D模块,FX2N系列PLC作为从站,构成污水处理的CC-Link现场总线控制网络。
现场总线就是通过一对传输线将分散孤立的带有通讯功能的自动化设备或模块互联成网络。它作为纽带将挂在总线上的网络节点组成自动化系统,把通讯线路延伸到现场的生产设备,构成生产自动化的现场设备和仪表互联的现场通讯网络。
各现场智能设备分别作为一个网络节点,通过现场总线实现各节点之间、现场节点与上位机之间的信息传递与沟通。向上传送信息实现资源共享、集中管理,向下延伸扩大控制规模、分散控制。完成各种复杂的综合自动化功能。
CC-Link现场总线技术具有节省配线,实现高速通信,使系统更加具有灵活性的特点。同时具有丰富的功能:简单的系统组态功能,自动刷新功能,丰富的RAS(Reliability Availability Serviceability)功能,预约站功能,备用主站功能,子站脱离功能,自动上线功能,监控功能等。
CC-Link现场总线网络将网络技术运用于控制系统,极大的提高了控制系统的灵活性和可靠性,能够实现控制系统的一体化和协调性 。
将FX2N系列的RS-422内置接口连接HMI(Human Machine Interface )人机界面接口,实现工业现场控制;将 FX2N系列FX2N-485-BD扩展接口与DTU(Data Transfer unit)连接。DTU全称为数据传输单元(沈阳市兴达科技开发有限公司生产),是专门用来将串口数据转换为IP数据或将IP数据转换为串口数据,通过无线通信网络进行传送的无线终端设备。它具有组网迅速灵活,建设周期短、成本低,网络覆盖范围广,安全保密性能高的优点。DTU上电运行后先注册到移动的GPRS网络,然后与后台中心建立SOCKET连接,后台中心作为SOCKET的服务端?DTU是SOCKET连接的客户端?在建立连接后,前端的现场设备和后台中心就可以通过DTU进行双向无线数据传输?[2]从而实现该系统的无线远程控制与监视。
4.2软件系统设计
软件系统的设计由PLC编程,上位机监控和HMI的触摸屏人机界面构成SCADA( Supervisor Control And Data Acquisiti)系统。
考虑到运行的安全性和灵活性,系统有自动、手动2种操作方式,且2种操作方式互相独立?在自动方式下,PLC取得完全的控制权,它根据预定的工艺流程对现场设备进行控制?上位机起“监视”的作用,只有检测到异常时,它才会相应产生报警信号以提醒工作人员?在步操和点操下,PLC处于等待状态,上位机根据操作人员从输入设备输入的信息向PLC发出相应的指令,然后,PLC才控制现场设备的动作?手动操作是指根据画面上的步序开关或阀门来控制设备的运行?各步序通过时间或根据水质、工艺要求来控制?
4.2.1 PLC程序设计
通过PLC编程实现污水处理流程的控制,设计系统包含自动、手动2种互相独立的操作方式?Q主站实现开关量以及模拟输入量的采集,将采集的数据经过处理后通过CC-Link网络传送给变频器和FX等从站,从而实现对现场的控制。FX从站主要负责与上位机监控系统的通信和具体的污水处理过程,包括泵的开启,电机的运转等。
针对污水处理工艺以及需要采集的数据信息,编写PLC程序,其流程图如下图?
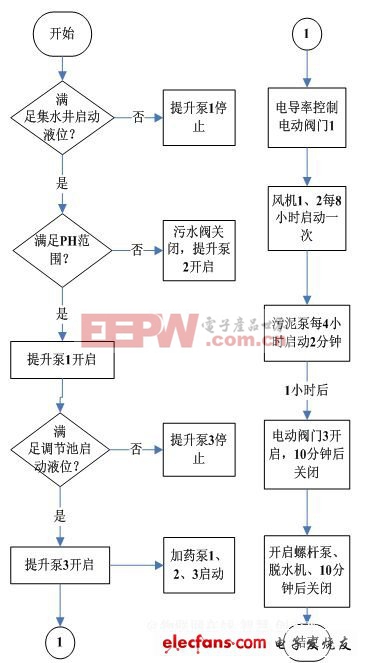
图4.2 PLC程序设计
4.2.2 易控组态软件
由于对污水处理的多项工艺指标需要进行实时跟踪,保证工艺要求,工业现场情况又十分复杂,不适宜工作人员长期进行现场操作,因此为了便于工作人员对现场的远程监控和管理,我们借助易控组态软件建立监控系统。组态软件具有丰富的设备驱动程序、灵活的组态方式和数据链接功能,用其构造监控系统能大大缩短开发时间,并能保证系统的质量?操作人员可以通过计算机监控画面向PLC发出各种控制命令,还可同时将PLC的各种实时数据采集回来,在用户画面上用状态图、趋势图或棒图等动态图表和图形表示出来,实现对生产过程的全程监控,易控软件系统还具有实时报警和历史数据保存等功能
- 太阳能照明原理、组成及控制系统(08-05)
- 基于ARM9和GPRS的实时电力负控管理系统的设计(04-24)
- ZigBee、GPRS在充电桩中的应用(04-18)
- GPRS网络电能表的设计方案(04-29)
- 基于GPRS的大屏幕LED显示系统的设计方案(05-09)
- 中国移动GPRS路灯监控系统解决方案(07-17)