快速恢复二极管打火问题的优化设计
而发生打火现象。深圳辰达行电子有限公司是集生产与销售MDD品牌二极管的企业,在二、三极管,桥堆领域为您服务。公司专业生产普通整流二极管(STD系列)开关二极管(DO-34、DO-35封装)、快速恢复二极管(FR)高效率二极管(HER、UF)超快速二极管(SF)肖特基二极管(SKY)双向触发管二极管(DB3)整流桥二极管(BRIDGE)高反压二极管(H.V.)以及瞬间突波电压吸收二极管(TVS)稳压二极管(ZENER)等各种系列多种封装形式的二极管,并大量生产SMA|SMB|SMC|SOD-123FL|SOD-123|SOD-323系列片状二极管和MBS|TBS|MBF|LBS|ABS整流桥,并以高位品质和较低成本,形成了竞争优势.
图7:FRD 原版结构
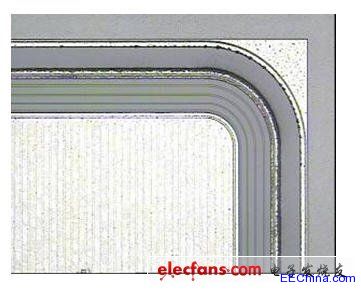
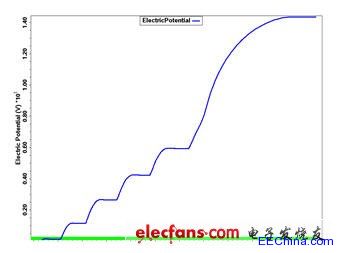
图8 FRD原版模拟结果电势分布图
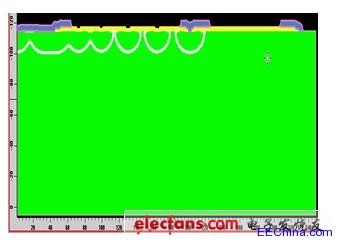
图9 FRD原版模拟结果表面电场分布图
4.3 新设计模拟
由以上分析认为,圆片测试打火的主要原因在金属场板和截止环金属之间电势较大,引起金属间打火,下一步主要从考虑降低两者之间的电势,减小金属场板处的表面电场出发,进行了以下模拟。
4.3.1增加两个环
考虑在金属场板前再增加两个场限环,使得前面的分压增加,以减少金属之间的电势差,模拟结果如下,FRD击穿电压没有改变,仍旧在1500V,金属场板和截止环之间的电势从800V降到约500V,表面电场从2.6E5V/cm降低到1.7E5V/cm。
图10:FRD增加两个环后结构
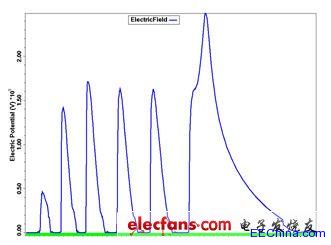
图11 FRD增加两个环后电势分布图

图12 FRD增加两个环后表面电场分布图

4.3.2增加三个环
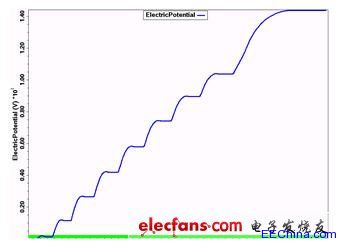
从增加两个环的结果看,增加环后电势和电场都有改善,于是考虑增加三个环,模拟结果如下,FRD击穿电压没有改变,仍旧在1500V, 金属场板和截止环之间的电势降为约400V,表面电场由2.6E5V/cm降低到1.2E5V/cm。
图13 增加3个环后结构
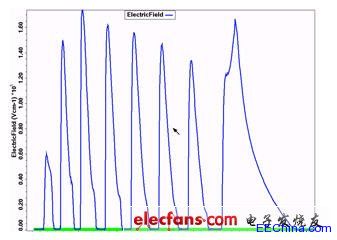
图14 增加三个环后电势分布图
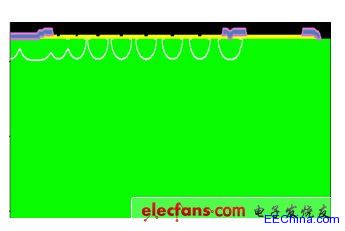
图15 增加三个环后表面电场分布图
4 结论分析
从以上模拟结果可以看到,通过优化终端结构,可以有效减少金属之间电势差,改善表面电场分布,从而改善圆片测试打火现象。同时,工艺上可考虑在增加环的同时增加金属后钝化层,以更好的改善产品性能。

- 高效地驱动LED(04-23)
- 电源设计小贴士5:降压-升压电源设计中降压控制器的使用(03-18)
- 实现智能太阳能管理的微型逆变器应运而生(05-06)
- 以太网供电芯片:合规与超规(07-25)
- 过压保护及瞬态电压抑制电路设计(04-03)
- 用于低成本高效率离线LED驱动器的初级端调节技术(05-14)