变频器在调度绞车中的应用
时间:03-14
来源:互联网
点击:
6 plc控制流程图及程序
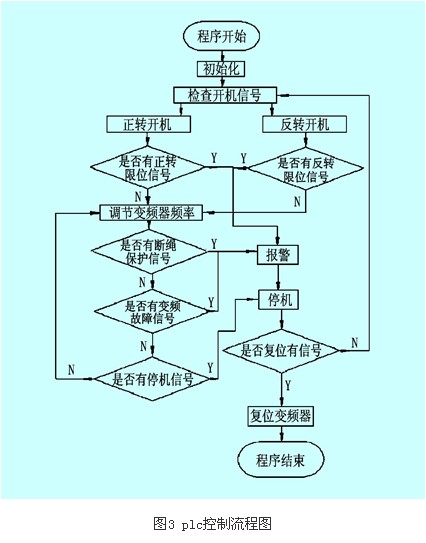
6.1 plc控制系统流程
plc控制流程系统如下图3示。
6.2 plc控制系统程序
plc控制系统程序如图4所示。
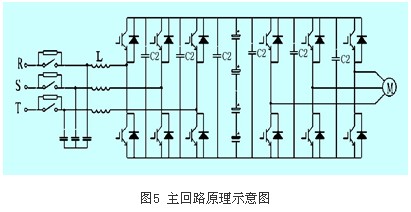
7 对再生能量的处理
为了再生能量能够回馈电网,变频器的主回路采用双向逆变方案。主回路原理示意图如图5示。
8 调度绞车变频控制系统的主要优点
(1) 变频系统甩掉了原电控系统用的交流接触器,设备不再频繁启动,提高了系统的可靠性。
(2) 变频系统实现了低频低压的软启动和软停止,s形速度曲线加速,使运行更加平稳,机械冲击小,延长了机械设备的使用寿命。
(3) 采用德国西门子plc,抗干扰性强,能在比较恶劣的情况下使用,方便地适应工艺现场要求,使整个系统性价比高。
(4) 采用能耗制动、回馈制动技术,成功解决了调度绞车在快速减速或急停时的再生发电能量处理问题,保证了变频器的安全运行。
(5) 节能效果显著。变频改造后,据实测,节电效果可达40%左右。
(6) 采用变频控制后,原双速电机不用更换,将原电机当作45kw高速电机使用即可,节约了用户投资。
(7) 提高了生产效率。采用变频控制后,当出料口的出料多时,变频器采用中速拖动列车车厢前行;
当出料少时,变频器采用低速缓慢拖动列车装车,不再需要电机频繁启动。用户50节列车车厢装料,若用原电控系统需要30min;变频改造后,仅需要21min,大大提高了装车效率。
9 结束语
总之,风光牌jd-bp32-90t变频器在大屯选煤厂调度绞车上的改造是成功的。它不仅大大提高了生产效率,而且节电效果显著,可以在类似场合大力推广。
来源:工控网
6.1 plc控制系统流程
plc控制流程系统如下图3示。
6.2 plc控制系统程序
plc控制系统程序如图4所示。
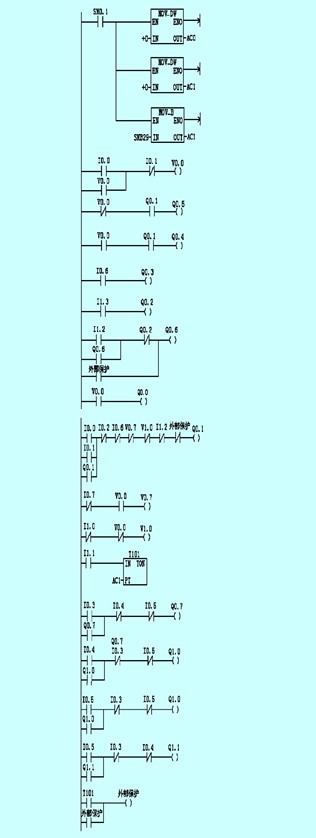
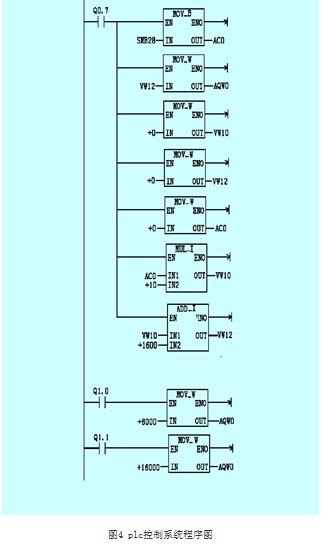
图4 plc控制系统程序图
7 对再生能量的处理
为了再生能量能够回馈电网,变频器的主回路采用双向逆变方案。主回路原理示意图如图5示。
8 调度绞车变频控制系统的主要优点
(1) 变频系统甩掉了原电控系统用的交流接触器,设备不再频繁启动,提高了系统的可靠性。
(2) 变频系统实现了低频低压的软启动和软停止,s形速度曲线加速,使运行更加平稳,机械冲击小,延长了机械设备的使用寿命。
(3) 采用德国西门子plc,抗干扰性强,能在比较恶劣的情况下使用,方便地适应工艺现场要求,使整个系统性价比高。
(4) 采用能耗制动、回馈制动技术,成功解决了调度绞车在快速减速或急停时的再生发电能量处理问题,保证了变频器的安全运行。
(5) 节能效果显著。变频改造后,据实测,节电效果可达40%左右。
(6) 采用变频控制后,原双速电机不用更换,将原电机当作45kw高速电机使用即可,节约了用户投资。
(7) 提高了生产效率。采用变频控制后,当出料口的出料多时,变频器采用中速拖动列车车厢前行;
当出料少时,变频器采用低速缓慢拖动列车装车,不再需要电机频繁启动。用户50节列车车厢装料,若用原电控系统需要30min;变频改造后,仅需要21min,大大提高了装车效率。
9 结束语
总之,风光牌jd-bp32-90t变频器在大屯选煤厂调度绞车上的改造是成功的。它不仅大大提高了生产效率,而且节电效果显著,可以在类似场合大力推广。
来源:工控网
电动机 电流 电子 变压器 电路 继电器 电源模块 自动化 电压 相关文章:
- 基于DSP高精度伺服位置环设计(06-21)
- 基于DSP的工业缝纫机控制系统设计(09-23)
- 无传感器交流电动机控制技术提高了运行效率(10-15)
- 一种变频调速系统的SVPWM控制设计(02-03)
- FPGA在步进电机控制中的应用(03-07)
- 用C8051F构成的采集与控制系统(03-09)