PLC在纸张复合机控制系统中的应用
时间:12-09
来源:互联网
点击:
4 系统软件
控制系统主程序流程图如图5所示。
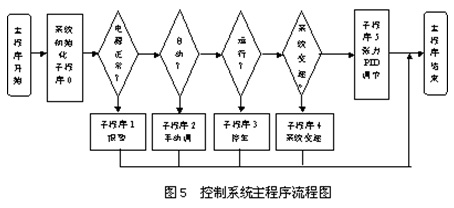
主程序首先是初始化。PLC开机首次扫描,运行开机初始化子程序,通过调用该程序完成系统存储器有关数据的初始化。然后是电源和故障检测输入部分。如果电源关闭,则程序运行直接转向结束,程序执行完毕;如果电源打开,则程序开始检测故障输入。如果没有故障,则继续下面的扫描;如果发现故障,则调用报警子程序,然后程序转向结束,程序执行完毕。然后是自动/手动选择。手动操作仅用于调试设备,而自动操作才用于生产。如果是手动,则调用手动操作子程序。接下来是运行与停车判断。当输入是停车时,则程序执行停车子程序;当输入是运行时,则程序执行运行过程。紧接着就是变速操作。如果系统给定发生变化,则运行变速子程序,使系统不断靠近而最终达到新的系统速度。最后是张力的PID调节部分。该部分通过控制2台磁粉制动器和2台直流电动机,完成系统的张力控制。
5 结束语
本系统利用SIEMENS S7-200小型PLC作为控制核心,实现了对现场信号的输入和系统的实时控制,保证了响应的稳定性和快速性。软件设计采用模块化设计思想,程序结构清晰,为以后的维护和改进带来了方便。张力控制系统是整机运行的核心,也是影响产品质量的主要因素。运行结果表明,该复合机张力控制系统运行正常,性能良好。
控制系统主程序流程图如图5所示。
主程序首先是初始化。PLC开机首次扫描,运行开机初始化子程序,通过调用该程序完成系统存储器有关数据的初始化。然后是电源和故障检测输入部分。如果电源关闭,则程序运行直接转向结束,程序执行完毕;如果电源打开,则程序开始检测故障输入。如果没有故障,则继续下面的扫描;如果发现故障,则调用报警子程序,然后程序转向结束,程序执行完毕。然后是自动/手动选择。手动操作仅用于调试设备,而自动操作才用于生产。如果是手动,则调用手动操作子程序。接下来是运行与停车判断。当输入是停车时,则程序执行停车子程序;当输入是运行时,则程序执行运行过程。紧接着就是变速操作。如果系统给定发生变化,则运行变速子程序,使系统不断靠近而最终达到新的系统速度。最后是张力的PID调节部分。该部分通过控制2台磁粉制动器和2台直流电动机,完成系统的张力控制。
5 结束语
本系统利用SIEMENS S7-200小型PLC作为控制核心,实现了对现场信号的输入和系统的实时控制,保证了响应的稳定性和快速性。软件设计采用模块化设计思想,程序结构清晰,为以后的维护和改进带来了方便。张力控制系统是整机运行的核心,也是影响产品质量的主要因素。运行结果表明,该复合机张力控制系统运行正常,性能良好。
总线 PLC 传感器 放大器 功率放大器 电压 电流 电动机 电路 相关文章:
- 一种新型防伪读码器的设计(01-01)
- 基于ARM与DSP的嵌入式运动控制器设计(04-25)
- 基于ARM核的AT75C220及其在指纹识别系统中的应用(05-24)
- 基于nRF2401智能小区无线抄表系统集中器设计(04-30)
- 基于FPGA安全封装的身份认证模型研究(05-27)
- 高精度压力测控系统的试验研究(04-08)