基于ProfiBus现场总线的碱回收车间DCS方案设计
时间:12-07
来源:互联网
点击:
造纸工业的污染是世界上工业污染的主要来源之一,其中制浆造纸行业的污染负荷80%以上来自制浆黑液。若黑液不能得到有效治理,不仅严重污染了环境,而且造成了大量资源的浪费。碱回收是目前治理黑液最为有效和成熟的一种手段,它不仅能有效的回收黑液中的碱,而且利用黑液燃烧产生的热量生产蒸汽,而蒸汽和碱又可回用于造纸行业其它生产工序。因此碱回收系统是解决制浆企业黑液污染和资源循环利用的不可缺少的部分,具有很好的环保和经济效益。可见碱回收在制浆造纸行业具有十分重要的地位和意义。
碱回收车间一般分为蒸发、燃烧和苛化三个工段。新型碱回收系统被列为造纸工业若干重要前沿问题之一。
现场总线技术是目前正在兴起的一种全新的控制技术。目前比较流行的现场总线技术主要有:Profibus、基金会现场总线FF等。Profibus是一种国际的、开放的、不依赖于生产厂商的总线标准。它由互相兼容的3部分组成:①ProfibusS2DP;主站和从站之间采用轮换查询的方式通讯,用于设备级控制系统和分散式I/O的通讯;②Profibus2PA,电源和通讯数据通过总线并行传输,可使得传感器和执行机构通过一根总线相连接,主要用于单元级和现场级通讯;③Profibus2FMS,用于车间级监控网络,是一个令牌结构、实时多主站网络。
本文简要介绍了作者在河南某造纸厂碱回收工段采用ProfiBus现场总线实施的计算机集散控制的控制方案。
1 工艺流程及控制策略
蒸发工段的主要设备是蒸发器,蒸发器串联组成蒸发站。本设计中所控制的蒸发站是典型的五体五效蒸发系统,除了蒸发器的相关控制外,还有一些辅助的蒸发设备,如板式降膜蒸发器、温水槽、黑液槽罐、冷凝水闪蒸罐、液位罐等。系统控制的目标是保持出效浓黑液浓度的稳定、总有效温差的稳定和冷凝水罐液位的稳定。一般可分为蒸汽子系统、黑液子系统和冷凝水系统。本工段的主要控制目标是保证出效黑液的浓度、稳定总有效温度差和冷凝水系统的稳定。本工段设立包括各效蒸汽压力和真空度在内的压力测量环节11个,包括各效蒸发器黑液液位、冷凝水闪蒸罐和液位罐及黑液存放槽罐在内的液位测量环节17个,包括蒸汽、黑液温度在内的温度测量环节18个,包括蒸汽、黑液、清水在内的流量测量环节8个。
燃烧工段是利用烟气和余热进一步把蒸发工段带来的浓黑液浓缩到65%~70%的浓度以供燃烧。它的主要设备是碱回收喷射锅炉,其运行情况的好坏决定了整个工段的生产效率。其作用一方面是回收黑液中大量有机质(脱木素)的有效热值,以产生蒸汽供全厂发电或造纸干燥之用;另一方面回收黑液中的无机碱盐。本工段还包括其他一些配套设备,如空气加热器、圆盘蒸发器、静电除尘器等。一般可分为黑液子系统、供风子系统、给水及蒸汽子系统和绿液子系统。在燃烧过程中,各系统三者互有关联,在这里,首先要确定的是燃料/空气的比率,适当的比率可获得最好的锅炉的效率,在本系统中,入炉黑液及空气都有计量,因此在调试过程中,经过一段时间,就可得到合适的比例关系。引风量根据炉膛负压进行调节,在上述其他二个参数变更时,引风量也必须作出反应,进行相应的调节。在本系统中,送风、引风都采用了变频器,可以作精细的调节。本工段设置压力测量环节17个、液位测量环节11个、温度测量环节21个、流量测量环节8个。
苛化工段的主要设备是石灰消化提渣机和苛化器。辅助设备有白液澄清器、乳液澄清器、白泥洗剂器、真空过滤机、预挂过滤机等。本工段主要控制好绿液的浓度、流量和石灰加入量的配比以及苛化反应的时间和温度。本工段设置压力测量环节1个、液位测量环节10个、温度测量环节12个、流量测量环节3个。
2 系统硬件设计
整个控制系统的框架由分布式过程控制装置、操作管理单元和通信系统三部分组成。其结构如图1所示。

(1)分布式过程控制装置
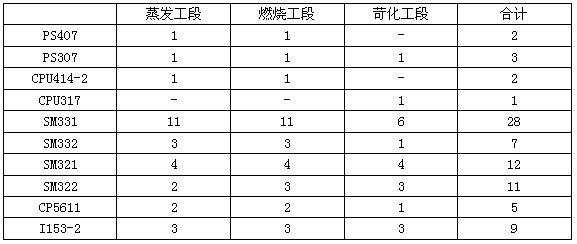
核心部分采用西门子S7-300/400系列模块,包括CPU414-2DP、CPU315-2DP,电源PS407、PS307,通讯模块CP443-1、CP343-1,ET200M,SM331,SM332,SM321,SM322模块等。SM31模块主要完成温度、压力、流量、液位以及系统中其他模拟量的数据采集。SM332模块主要完成执行机构的模拟驱动信号输出。SM321模块主要完成系统中数字量输入信号(如电机的状态反馈、切断阀阀位反馈等)的采集;SM322模块主要完成系统中数字量信号的输出(如电机的启停、电动阀的开关驱动信号等)。具体模块配置见表1。
表1西门子模块配置表
(2)操作管理单元
工程师站由一台DELL笔记本构成,编程平台采用西门子Step7V5.3,主要完成数据采集、回路控制、连锁控制、流量累计等的编程工作。
操作员站由5台DELL工业控制计算机组成,其中蒸发工段和燃烧工段各分配2台,苛化工段一台。5台计算机互为冗余,均可与三个CPU进行数据交换,在每台电脑上都可实时监控整个碱回收各个工段的生产状况,避免了各工段之间数据不能交换与显示的盲区。组态软件采用西门子WinCCV6.0SP1。
系统主要包括以下的功能画面:
控制主画面。控制主画面按照流程的顺序显示各个控制环节的检测值和设备的运行状态。同时为每个控制回路设计了一个弹出式的控制面板,用户在主画面中点击相应的控制环节就可弹出该控制回路的控制面板,操作员利用该面板进行现场的控制,包括设定值的改变,手动操作等。
历史曲线显示。系统对主要控制量都进行了历史曲线的显示,包括液位,流量,温度,压力等。
报警画面。对于系统中出现的故障,系统会出现相应的报警信息。故障信息包括系统的硬件故障和软件故障,硬件故障包括计算机同PLC间的通讯故障,电机无法启动、DCS系统中的信号模块故障等,软件故障是由用户定义的故障,包括检测值超限,调节时间过长等。
参数集中显示画面。该画面根据用户的需要,以表格的形式集中显示了重要的过程数据,便于用户迅速地了解现场的运行情况。
参数设置画面。该画面只在工程师中设置,需要输入口令方可进入。主要用于修改PID控制参数等重要参数。
报表打印画面:该画面提供了按班别累计生产流量并可随时打印。
(3)通信系统
CPU414-2DP和CPU317各有两个网络通讯口,一个MPI/DP集成通讯口,一个DP专用通讯口。各工段CPU与各自的EM200M从站通过ProfiBus现场总线连接,接口为DP专用通讯口,通讯速率设为1.5Mbps。过程控制级与操作管理级之间也通过ProfiBus现场总线连接,接口为MPI/DP集成通讯口,组态为ProfiBus-DP通讯,通讯速率为1.5Mbps。每个CPU和ET200M从站都设立ProfiBus-DP站地址,注意每个都必须分配独立的站地址,相互之间不能重复。每个操作管理站配备CP5611通讯卡,组态为ProfiBus-DP通讯,通讯速率为1.5Mbps,分配独立的站地址。各工段的ProfiBus网络和操作管理级之间的ProfiBus网络属于同一个网络,但属于不同的网段,因此工段内总线通讯问题不会影响其他工段的正常运行。通讯速率远高于MPI(多点接口)网络,利于数据的实时显示。网络通讯线采用西门子专用DP线,保证了系统的通讯速率和通讯距离。
除了上述主体硬件框架外,系统硬件部分还包括给每个工段子系统供电的稳压电源和UPS,蒸发工段和燃烧工段均采用6KVA稳压电源和6KVA/30min(有效负荷/有效供电时间)UPS,苛化工段采用3KVA稳压电源和3KVA/30minUPS。对于电机的状态反馈等数字量输入信号,采用光电隔离器实现了现场信号与控制柜内信号的隔离,避免了现场异常干扰电压影响西门子模块的工作。对于普通数字量输出信号,采用欧姆龙中间隔离器进行隔离;而对于电动阀开关的控制信号则采用零压型(Z)SSR(固态继电器)进行了隔离,消除了由于频繁动作所引起的信号振荡。
碱回收车间一般分为蒸发、燃烧和苛化三个工段。新型碱回收系统被列为造纸工业若干重要前沿问题之一。
现场总线技术是目前正在兴起的一种全新的控制技术。目前比较流行的现场总线技术主要有:Profibus、基金会现场总线FF等。Profibus是一种国际的、开放的、不依赖于生产厂商的总线标准。它由互相兼容的3部分组成:①ProfibusS2DP;主站和从站之间采用轮换查询的方式通讯,用于设备级控制系统和分散式I/O的通讯;②Profibus2PA,电源和通讯数据通过总线并行传输,可使得传感器和执行机构通过一根总线相连接,主要用于单元级和现场级通讯;③Profibus2FMS,用于车间级监控网络,是一个令牌结构、实时多主站网络。
本文简要介绍了作者在河南某造纸厂碱回收工段采用ProfiBus现场总线实施的计算机集散控制的控制方案。
1 工艺流程及控制策略
蒸发工段的主要设备是蒸发器,蒸发器串联组成蒸发站。本设计中所控制的蒸发站是典型的五体五效蒸发系统,除了蒸发器的相关控制外,还有一些辅助的蒸发设备,如板式降膜蒸发器、温水槽、黑液槽罐、冷凝水闪蒸罐、液位罐等。系统控制的目标是保持出效浓黑液浓度的稳定、总有效温差的稳定和冷凝水罐液位的稳定。一般可分为蒸汽子系统、黑液子系统和冷凝水系统。本工段的主要控制目标是保证出效黑液的浓度、稳定总有效温度差和冷凝水系统的稳定。本工段设立包括各效蒸汽压力和真空度在内的压力测量环节11个,包括各效蒸发器黑液液位、冷凝水闪蒸罐和液位罐及黑液存放槽罐在内的液位测量环节17个,包括蒸汽、黑液温度在内的温度测量环节18个,包括蒸汽、黑液、清水在内的流量测量环节8个。
燃烧工段是利用烟气和余热进一步把蒸发工段带来的浓黑液浓缩到65%~70%的浓度以供燃烧。它的主要设备是碱回收喷射锅炉,其运行情况的好坏决定了整个工段的生产效率。其作用一方面是回收黑液中大量有机质(脱木素)的有效热值,以产生蒸汽供全厂发电或造纸干燥之用;另一方面回收黑液中的无机碱盐。本工段还包括其他一些配套设备,如空气加热器、圆盘蒸发器、静电除尘器等。一般可分为黑液子系统、供风子系统、给水及蒸汽子系统和绿液子系统。在燃烧过程中,各系统三者互有关联,在这里,首先要确定的是燃料/空气的比率,适当的比率可获得最好的锅炉的效率,在本系统中,入炉黑液及空气都有计量,因此在调试过程中,经过一段时间,就可得到合适的比例关系。引风量根据炉膛负压进行调节,在上述其他二个参数变更时,引风量也必须作出反应,进行相应的调节。在本系统中,送风、引风都采用了变频器,可以作精细的调节。本工段设置压力测量环节17个、液位测量环节11个、温度测量环节21个、流量测量环节8个。
苛化工段的主要设备是石灰消化提渣机和苛化器。辅助设备有白液澄清器、乳液澄清器、白泥洗剂器、真空过滤机、预挂过滤机等。本工段主要控制好绿液的浓度、流量和石灰加入量的配比以及苛化反应的时间和温度。本工段设置压力测量环节1个、液位测量环节10个、温度测量环节12个、流量测量环节3个。
2 系统硬件设计
整个控制系统的框架由分布式过程控制装置、操作管理单元和通信系统三部分组成。其结构如图1所示。
(1)分布式过程控制装置
核心部分采用西门子S7-300/400系列模块,包括CPU414-2DP、CPU315-2DP,电源PS407、PS307,通讯模块CP443-1、CP343-1,ET200M,SM331,SM332,SM321,SM322模块等。SM31模块主要完成温度、压力、流量、液位以及系统中其他模拟量的数据采集。SM332模块主要完成执行机构的模拟驱动信号输出。SM321模块主要完成系统中数字量输入信号(如电机的状态反馈、切断阀阀位反馈等)的采集;SM322模块主要完成系统中数字量信号的输出(如电机的启停、电动阀的开关驱动信号等)。具体模块配置见表1。
表1西门子模块配置表
(2)操作管理单元
工程师站由一台DELL笔记本构成,编程平台采用西门子Step7V5.3,主要完成数据采集、回路控制、连锁控制、流量累计等的编程工作。
操作员站由5台DELL工业控制计算机组成,其中蒸发工段和燃烧工段各分配2台,苛化工段一台。5台计算机互为冗余,均可与三个CPU进行数据交换,在每台电脑上都可实时监控整个碱回收各个工段的生产状况,避免了各工段之间数据不能交换与显示的盲区。组态软件采用西门子WinCCV6.0SP1。
系统主要包括以下的功能画面:
控制主画面。控制主画面按照流程的顺序显示各个控制环节的检测值和设备的运行状态。同时为每个控制回路设计了一个弹出式的控制面板,用户在主画面中点击相应的控制环节就可弹出该控制回路的控制面板,操作员利用该面板进行现场的控制,包括设定值的改变,手动操作等。
历史曲线显示。系统对主要控制量都进行了历史曲线的显示,包括液位,流量,温度,压力等。
报警画面。对于系统中出现的故障,系统会出现相应的报警信息。故障信息包括系统的硬件故障和软件故障,硬件故障包括计算机同PLC间的通讯故障,电机无法启动、DCS系统中的信号模块故障等,软件故障是由用户定义的故障,包括检测值超限,调节时间过长等。
参数集中显示画面。该画面根据用户的需要,以表格的形式集中显示了重要的过程数据,便于用户迅速地了解现场的运行情况。
参数设置画面。该画面只在工程师中设置,需要输入口令方可进入。主要用于修改PID控制参数等重要参数。
报表打印画面:该画面提供了按班别累计生产流量并可随时打印。
(3)通信系统
CPU414-2DP和CPU317各有两个网络通讯口,一个MPI/DP集成通讯口,一个DP专用通讯口。各工段CPU与各自的EM200M从站通过ProfiBus现场总线连接,接口为DP专用通讯口,通讯速率设为1.5Mbps。过程控制级与操作管理级之间也通过ProfiBus现场总线连接,接口为MPI/DP集成通讯口,组态为ProfiBus-DP通讯,通讯速率为1.5Mbps。每个CPU和ET200M从站都设立ProfiBus-DP站地址,注意每个都必须分配独立的站地址,相互之间不能重复。每个操作管理站配备CP5611通讯卡,组态为ProfiBus-DP通讯,通讯速率为1.5Mbps,分配独立的站地址。各工段的ProfiBus网络和操作管理级之间的ProfiBus网络属于同一个网络,但属于不同的网段,因此工段内总线通讯问题不会影响其他工段的正常运行。通讯速率远高于MPI(多点接口)网络,利于数据的实时显示。网络通讯线采用西门子专用DP线,保证了系统的通讯速率和通讯距离。
除了上述主体硬件框架外,系统硬件部分还包括给每个工段子系统供电的稳压电源和UPS,蒸发工段和燃烧工段均采用6KVA稳压电源和6KVA/30min(有效负荷/有效供电时间)UPS,苛化工段采用3KVA稳压电源和3KVA/30minUPS。对于电机的状态反馈等数字量输入信号,采用光电隔离器实现了现场信号与控制柜内信号的隔离,避免了现场异常干扰电压影响西门子模块的工作。对于普通数字量输出信号,采用欧姆龙中间隔离器进行隔离;而对于电动阀开关的控制信号则采用零压型(Z)SSR(固态继电器)进行了隔离,消除了由于频繁动作所引起的信号振荡。
总线 传感器 PLC 稳压电源 电压 继电器 电流 相关文章:
- 一种新型防伪读码器的设计(01-01)
- 基于ARM与DSP的嵌入式运动控制器设计(04-25)
- 基于ARM核的AT75C220及其在指纹识别系统中的应用(05-24)
- 基于nRF2401智能小区无线抄表系统集中器设计(04-30)
- 基于FPGA安全封装的身份认证模型研究(05-27)
- 高精度压力测控系统的试验研究(04-08)