在制造环境中实施RoHS
时间:11-10
来源:互联网
点击:
物流挑战
虽然RoHS实施要解决的技术问题有很多,但技术问题并不是实施的唯一障碍,在实施量产制造前必须先解决许多物流方面的问题。寻找RoHS符合元器件就是首要问题之一,要切换已有的锡铅产品到无铅上,首先就必须分析产品的物料清单,以判断哪些物料已经有符合版本,哪些还没有。随着实施时间限的日益临近,越来越多的元器件已有RoHS符合版本,但也有一些供应商和部分元器件类型在“拖后腿”。
不仅存在元器件的可获得性的问题,许多元器件供应商正在从非符合切换到符合上,这向制造商提出了一系列挑战。第一个问题就是向后兼容问题,以保证它们还可以在锡铅产品中使用。第二个问题是处理那些处于生命周期末期状态的元器件。必须在符合器件不是向后兼容的情况下,考虑如何保证供货的连续性。另一个重要问题,就是那些符合和非符合版本共存的元器件物料跟踪。
物流的另一个主要问题就是收集和管理制造业者所使用的所有元器件的相关信息,以保证能实现产品的物质申报,这项工作由于缺乏业界标准化的物质申报模板而变得更加困难。
为了明确实施RoHS和WEEE指令对供应链影响,我们成立了一个全球性的专门推行小组,以明确并完成指令符合的推行工作。
参与业界相关组织和标准化活动,通过对标准和业界应用经验的跟踪研究,对于规范整个实施活动非常有益。另外,与元件供应商进行紧密合作也非常重要,以了解他们的无铅实施策略和时间限,同时让他们了解你的制造工厂或终端客户的需求和时间限。
量产组装实施
实施切换
虽然确保RoHS符合基线组装工艺已被开发并且可靠、各种物流问题已经被确认并且解决是非常重要的,但它们仅仅是实施无铅量产制造的重要一步。切换到量产制造还有许多工作步骤要完成,如图5所示。

首先要进行的两个步骤 合金和辅料研究和工艺开发及认证??已经在前面讨论过了。下一个阶段是将试验得到的相关成果转移到制造现场,在这一过程中,培训非常关键。
培训:涉及到无铅产品的相关工程师和操作员必须接受RoHS符合制造培训,操作员必须熟悉所需的工艺变化,同时所有的工艺操作文档必须根据新工艺要求进行更新,也必须对业界最新发布的IPC-A-610D和J-STD-001D标准进行培训。同样重要的是操作员必须了解隔离符合和非符合元器件、辅料体系的必要性,同时要了解潮湿敏感等级的变化。
除以上内容外,工程技术人员必须清楚无铅组装新的工艺窗口,需在系列制造工艺标准中加入无铅制造的最低工艺标准和最佳经验作为参考。为了让新员工快速成长,应让他们可以随时得到RoHS符合制造涉及的方方面面的系列培训材料。
设备:然而,只进行培训是不够的,每个工序都要对各自设备进行评估,以确保它能满足无铅认证的最低标准要求,如果不符合则需要对设备进行升级或更换。
一般地,所需的最大投资是波峰焊设备,在波峰焊设备上对无铅和有铅锡槽进行来回更换既困难又费钱,大多数情况下会使用两个不同的锡槽,每个槽中都还有价值几千美元的焊料,锡槽更换也非常耗时。最好是有专用的无铅波峰焊设备。
许多情况下这种投资都被延迟,因为导入的第一块无铅组件一般会尽量简单,也许不需要进行波峰焊,但是随着RoHS指令实施日期的日益临近,这种投资是必须的。
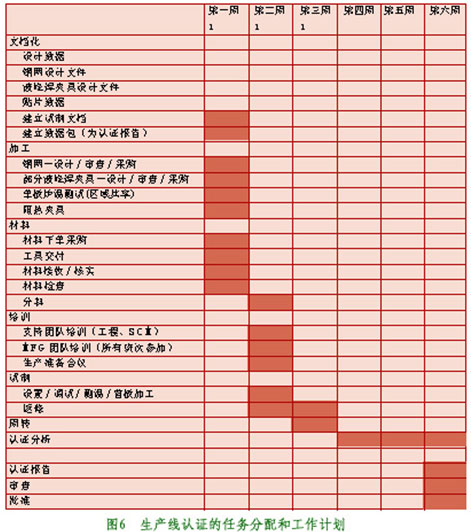
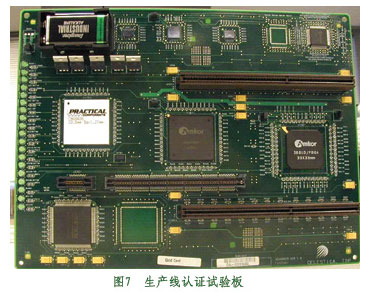
试运行:一旦现场生产线的设备和工艺完全升级完成,在量产制造开始之前就需要启动认证试运行了,以证明设备的工艺能力。图6大致列出了认证活动的任务分配和工作计划。图7是认证过程中用到的一种认证试验板。试验板进行检验及切片分析,每条生产线收集到的数据与另一条生产线进行对比分析,并对照合格/缺陷标准进行认证。
一旦生产线通过无铅生产认证,就可以开始进行无铅产品切换,必须确定和采购RoHS符合元器件、工艺辅料和PCB,同时进行库存、在制物料隔离;然后进行产品特征认证,以保证所有产品特征工艺如预期一样运行。一旦完成此项活动,就可以启动量产制造了。
第一块无铅单板的制造导入
导入到亚洲大批量制造工厂的第一款无铅单板是一个低复杂度的消费类产品。随着无铅组装需求日益提高,在亚洲所有工厂都开展了无铅工作,其中2/3的工厂进行了15种不同组件的大批量生产。开始切换的无铅产品会是低复杂度的单板,随着实施时间限的临近,所加工单板的复杂度会逐渐提高。开始切换的单板一般都只需要进行SMT加工,但现在有些就需要使用无铅波峰焊工艺了。
生产现场管理:对于整个无铅组装实施的平稳推行,遇到的最大问题就是生产现场管理。在原型机加工时会在专门的设备上进行,整个控制会非常小心,然而一旦进入量产加工,需要更加关注无铅组件、元器件和辅料的管理。一个基本要求是无铅生产工具不能被锡铅焊膏污染,同时辅料体系绝对不允许混淆,必须对生产线实施严格管理,包括在试制前专门划分一个锡铅材料用专区,这是一个绝对必须的要求。一旦可以实施,需要安排专门生产线和专门区域,以减少污染和混淆的风险,如图8所示。

元器件管理:对元器件进行隔离也是一个重要的问题,尤其是无铅元器件厂家型号没有进行变化的情况下,这时现场操作员根本无法判断元器件是否是RoHS符合元器件。从客户那来的库存元器件更会增加这种混乱,因为这些元器件通常会有一个新的“客户”器件型号。所以关键的是开发并实施一套系统,让操作员可以较容易地判断现场元器件的符合情况,以避免在符合单板上使用非符合的元器件,同时预防在锡铅单板上使用非向后兼容符合元器件。
返修工艺:在上量阶段的另一个挑战,就是产品从锡铅工艺切换到无铅工艺的返修工作,在切换期间,工厂内有可能存在产品的锡铅和无铅版本共存的情况,因此,关键是每块单板进行返修时,可容易地识别其组装工艺。操作员必须清楚地面判断每块单板原始组装工艺的重要性,然后使用相应的返修工艺。
虽然RoHS实施要解决的技术问题有很多,但技术问题并不是实施的唯一障碍,在实施量产制造前必须先解决许多物流方面的问题。寻找RoHS符合元器件就是首要问题之一,要切换已有的锡铅产品到无铅上,首先就必须分析产品的物料清单,以判断哪些物料已经有符合版本,哪些还没有。随着实施时间限的日益临近,越来越多的元器件已有RoHS符合版本,但也有一些供应商和部分元器件类型在“拖后腿”。
不仅存在元器件的可获得性的问题,许多元器件供应商正在从非符合切换到符合上,这向制造商提出了一系列挑战。第一个问题就是向后兼容问题,以保证它们还可以在锡铅产品中使用。第二个问题是处理那些处于生命周期末期状态的元器件。必须在符合器件不是向后兼容的情况下,考虑如何保证供货的连续性。另一个重要问题,就是那些符合和非符合版本共存的元器件物料跟踪。
物流的另一个主要问题就是收集和管理制造业者所使用的所有元器件的相关信息,以保证能实现产品的物质申报,这项工作由于缺乏业界标准化的物质申报模板而变得更加困难。
为了明确实施RoHS和WEEE指令对供应链影响,我们成立了一个全球性的专门推行小组,以明确并完成指令符合的推行工作。
参与业界相关组织和标准化活动,通过对标准和业界应用经验的跟踪研究,对于规范整个实施活动非常有益。另外,与元件供应商进行紧密合作也非常重要,以了解他们的无铅实施策略和时间限,同时让他们了解你的制造工厂或终端客户的需求和时间限。
量产组装实施
实施切换
虽然确保RoHS符合基线组装工艺已被开发并且可靠、各种物流问题已经被确认并且解决是非常重要的,但它们仅仅是实施无铅量产制造的重要一步。切换到量产制造还有许多工作步骤要完成,如图5所示。
首先要进行的两个步骤 合金和辅料研究和工艺开发及认证??已经在前面讨论过了。下一个阶段是将试验得到的相关成果转移到制造现场,在这一过程中,培训非常关键。
培训:涉及到无铅产品的相关工程师和操作员必须接受RoHS符合制造培训,操作员必须熟悉所需的工艺变化,同时所有的工艺操作文档必须根据新工艺要求进行更新,也必须对业界最新发布的IPC-A-610D和J-STD-001D标准进行培训。同样重要的是操作员必须了解隔离符合和非符合元器件、辅料体系的必要性,同时要了解潮湿敏感等级的变化。
除以上内容外,工程技术人员必须清楚无铅组装新的工艺窗口,需在系列制造工艺标准中加入无铅制造的最低工艺标准和最佳经验作为参考。为了让新员工快速成长,应让他们可以随时得到RoHS符合制造涉及的方方面面的系列培训材料。
设备:然而,只进行培训是不够的,每个工序都要对各自设备进行评估,以确保它能满足无铅认证的最低标准要求,如果不符合则需要对设备进行升级或更换。
一般地,所需的最大投资是波峰焊设备,在波峰焊设备上对无铅和有铅锡槽进行来回更换既困难又费钱,大多数情况下会使用两个不同的锡槽,每个槽中都还有价值几千美元的焊料,锡槽更换也非常耗时。最好是有专用的无铅波峰焊设备。
许多情况下这种投资都被延迟,因为导入的第一块无铅组件一般会尽量简单,也许不需要进行波峰焊,但是随着RoHS指令实施日期的日益临近,这种投资是必须的。
试运行:一旦现场生产线的设备和工艺完全升级完成,在量产制造开始之前就需要启动认证试运行了,以证明设备的工艺能力。图6大致列出了认证活动的任务分配和工作计划。图7是认证过程中用到的一种认证试验板。试验板进行检验及切片分析,每条生产线收集到的数据与另一条生产线进行对比分析,并对照合格/缺陷标准进行认证。
一旦生产线通过无铅生产认证,就可以开始进行无铅产品切换,必须确定和采购RoHS符合元器件、工艺辅料和PCB,同时进行库存、在制物料隔离;然后进行产品特征认证,以保证所有产品特征工艺如预期一样运行。一旦完成此项活动,就可以启动量产制造了。
第一块无铅单板的制造导入
导入到亚洲大批量制造工厂的第一款无铅单板是一个低复杂度的消费类产品。随着无铅组装需求日益提高,在亚洲所有工厂都开展了无铅工作,其中2/3的工厂进行了15种不同组件的大批量生产。开始切换的无铅产品会是低复杂度的单板,随着实施时间限的临近,所加工单板的复杂度会逐渐提高。开始切换的单板一般都只需要进行SMT加工,但现在有些就需要使用无铅波峰焊工艺了。
生产现场管理:对于整个无铅组装实施的平稳推行,遇到的最大问题就是生产现场管理。在原型机加工时会在专门的设备上进行,整个控制会非常小心,然而一旦进入量产加工,需要更加关注无铅组件、元器件和辅料的管理。一个基本要求是无铅生产工具不能被锡铅焊膏污染,同时辅料体系绝对不允许混淆,必须对生产线实施严格管理,包括在试制前专门划分一个锡铅材料用专区,这是一个绝对必须的要求。一旦可以实施,需要安排专门生产线和专门区域,以减少污染和混淆的风险,如图8所示。
元器件管理:对元器件进行隔离也是一个重要的问题,尤其是无铅元器件厂家型号没有进行变化的情况下,这时现场操作员根本无法判断元器件是否是RoHS符合元器件。从客户那来的库存元器件更会增加这种混乱,因为这些元器件通常会有一个新的“客户”器件型号。所以关键的是开发并实施一套系统,让操作员可以较容易地判断现场元器件的符合情况,以避免在符合单板上使用非符合的元器件,同时预防在锡铅单板上使用非向后兼容符合元器件。
返修工艺:在上量阶段的另一个挑战,就是产品从锡铅工艺切换到无铅工艺的返修工作,在切换期间,工厂内有可能存在产品的锡铅和无铅版本共存的情况,因此,关键是每块单板进行返修时,可容易地识别其组装工艺。操作员必须清楚地面判断每块单板原始组装工艺的重要性,然后使用相应的返修工艺。
- 一种新型防伪读码器的设计(01-01)
- 基于ARM与DSP的嵌入式运动控制器设计(04-25)
- 航天器DC/DC变换器的可靠性设计(02-12)
- 我国科学家人脸与笔迹识别领域获突破(04-29)
- 基于ARM核的AT75C220及其在指纹识别系统中的应用(05-24)
- 基于nRF2401智能小区无线抄表系统集中器设计(04-30)