数控机床的网络控制技术研究
时间:09-24
来源:互联网
点击:
2.3 网络控制系统软件设计
友好的人机界面对于任何控制系统是不可缺少的。本系统界面设计采用Windows编程中的分隔视技术,将数控系统人机界面分成二个子窗口。左边的窗口为图像显示窗口,实现机床加工过程的图像监视;右边的窗口为网络控制窗口,实现网络联机与断开、加工代码编辑及发送、机床加工状态参数显示、机床在线网络调试等功能。
软件设计的关键是数据的网络传递,为了保证数据及时传递,在软件设计中采用了多线程技术,专门建立一个线程对采集的机床数据进行网络传递。该系统的流程图如图5所示。数控代码在客户机上编辑好之后,可以一次性传递给服务器,服务器将数控代码保存到内存中,然后在编译执行数控代码。控制指令的传递可以随时从客户机传递到服务器,服务器接到指令后立即执行。对于机床加工图像和状态参数的传递则要复杂一些。在服务器上,数控系统通过CCD摄像头实时采集加工图像,利用定时器在每一个周期内将图像保存为位图文件,然后将位图文件通过网络传递到客户机上,客户机在接收完每一个位图文件后,用定时器在每一个周期在图像显示窗口进行刷新显示,使加工图像保持连续性。同时服务器上的数控系统实时采集机床状态参数,利用定时器每一个周期将以一定格式的数据传递到客户机,客户机对数据进行接收后分析,再用定时器在一个周期内对状态参数进行更新显示。为了避免位图数据和参数数据在传递时的混乱现象,在服务器端采用中断方法,在传递图像数据时中断参数数据的传递,等图像数据传递完之后再传递参数数据,这样就很好的解决了在数据传递过程中的占用通道的矛盾问题。
图5 网络控制系统软件流程图
软件在运行过程中图像显示和参数更新会存在一定的滞后性,这与网络传递的速度以及数据量的大小有一定关系。
3、网络控制系统演示
图6为开发的网络控制系统在局域网内对机床加工进行网络监控的演示情况。通过试验可以看出,控制命令和状态数据的传递实时性较好,可以满足实际控制的需要;加工状态的图像显示刷新速度较慢,实时性稍差,图像显示具有跳跃性,需要进一步提高图像显示的流畅性。
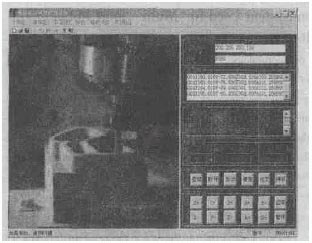
图6 网络控制系统远程监控演示界面
4、结论
本文具体介绍了一套应用于数控机床的网络控制系统,基于TCP/IP通讯协议,利用Socket(套节字),建立服务器/客户机模式,装有数控系统的主机作为服务器,网络控制端作为客户机。通过客户机对数控机床进行网络控制和调试,可以使机床具有更大的柔性和可控性。该系统可以异地实时操作机床,基本达到动态调试和监控机床运转情况的目的,为机床控制和调试技术提供了高效的途径,具有一定的实用性和价值。
友好的人机界面对于任何控制系统是不可缺少的。本系统界面设计采用Windows编程中的分隔视技术,将数控系统人机界面分成二个子窗口。左边的窗口为图像显示窗口,实现机床加工过程的图像监视;右边的窗口为网络控制窗口,实现网络联机与断开、加工代码编辑及发送、机床加工状态参数显示、机床在线网络调试等功能。
软件设计的关键是数据的网络传递,为了保证数据及时传递,在软件设计中采用了多线程技术,专门建立一个线程对采集的机床数据进行网络传递。该系统的流程图如图5所示。数控代码在客户机上编辑好之后,可以一次性传递给服务器,服务器将数控代码保存到内存中,然后在编译执行数控代码。控制指令的传递可以随时从客户机传递到服务器,服务器接到指令后立即执行。对于机床加工图像和状态参数的传递则要复杂一些。在服务器上,数控系统通过CCD摄像头实时采集加工图像,利用定时器在每一个周期内将图像保存为位图文件,然后将位图文件通过网络传递到客户机上,客户机在接收完每一个位图文件后,用定时器在每一个周期在图像显示窗口进行刷新显示,使加工图像保持连续性。同时服务器上的数控系统实时采集机床状态参数,利用定时器每一个周期将以一定格式的数据传递到客户机,客户机对数据进行接收后分析,再用定时器在一个周期内对状态参数进行更新显示。为了避免位图数据和参数数据在传递时的混乱现象,在服务器端采用中断方法,在传递图像数据时中断参数数据的传递,等图像数据传递完之后再传递参数数据,这样就很好的解决了在数据传递过程中的占用通道的矛盾问题。
图5 网络控制系统软件流程图
软件在运行过程中图像显示和参数更新会存在一定的滞后性,这与网络传递的速度以及数据量的大小有一定关系。
3、网络控制系统演示
图6为开发的网络控制系统在局域网内对机床加工进行网络监控的演示情况。通过试验可以看出,控制命令和状态数据的传递实时性较好,可以满足实际控制的需要;加工状态的图像显示刷新速度较慢,实时性稍差,图像显示具有跳跃性,需要进一步提高图像显示的流畅性。
图6 网络控制系统远程监控演示界面
4、结论
本文具体介绍了一套应用于数控机床的网络控制系统,基于TCP/IP通讯协议,利用Socket(套节字),建立服务器/客户机模式,装有数控系统的主机作为服务器,网络控制端作为客户机。通过客户机对数控机床进行网络控制和调试,可以使机床具有更大的柔性和可控性。该系统可以异地实时操作机床,基本达到动态调试和监控机床运转情况的目的,为机床控制和调试技术提供了高效的途径,具有一定的实用性和价值。
自动化 相关文章:
- 基于ARM与DSP的嵌入式运动控制器设计(04-25)
- 多核及虚拟化技术在工业和安全领域的应用(05-23)
- 基于nRF2401智能小区无线抄表系统集中器设计(04-30)
- 解密波音747飞机中的Sperry垂直陀螺仪(05-06)
- lns构架智能小区安防及关键技术应用研究(06-09)
- 基于MSP430及PROFIBUS的监测子站设计(06-12)