基于DSP高精度伺服位置环设计
时间:06-21
来源:互联网
点击:
:
当Fpos(s)=1/(Gspd(s)Gm(s))时,H(s)=1,则可使输出完全复现输入信号,且系统的暂态和稳态误差都为零。其中当速度调节器采用PI控制时,在位置环的截止频率远小于速度环的截止频率时,速度环可等效为一个惯性环节,电机可等效为一个积分环节,于是Fpos(s)可以看成加速度前馈和速度前馈两部分[5],其中:位置前馈中加速度项差分方程:
位置前馈中速度项差分方程:

式中R(k)为第K个采样周期中的位置给定信号;Yaf为第K个采样周期中速度信号的输出,Ksf为速度前馈比例系数。
相应的位置环P的差分方程:

式中R(k)为第K个采样周期中的位置给定信号;C(k)为第K个采样周期中的位置反馈信号,Ye为第K个采样周期中位置环信号的输出,Kc为位置环比例系数。
绝对式编码器通信程序
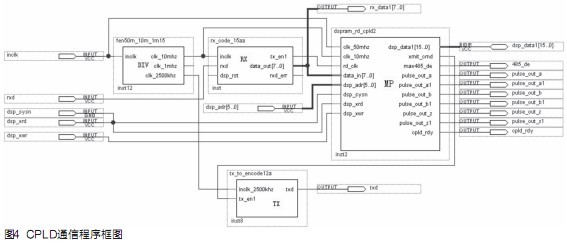
绝对式编码器与DSP的接口采用CPLD作为接口芯片。CPLD的程序采用VHDL语言编写,程序结构如图4所示。此电路完成串行输入数据到并行输出数据的转换,以及并行输入数据到串行输出数据的转换。
实验结果分析
本设计,应用虚拟仪器技术设计出实验测试平台,记录实验测试结果。虚拟测试平台配置如下:软件NI LabVIEW 8.0,硬件NI M系列多功能数据采集卡PCI-6251,16、NI 计数器/定时器PCI-6602。
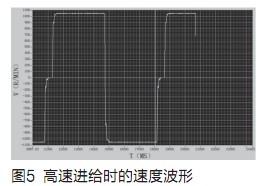
图5给出了加工过程中的速度波形。图5表明,系统的加、减速时间小于200ms;无位置超调;稳定时,速度波动小于0.1转。速度频率响应:大于300Hz;速度波动率:小于±0.01%(负载0~100%)、0(电源±10%);调速范围:0.1rpm~3000rpm;回转定位精度:1个脉冲。
结语
针对数控机床进给控制,采用磁场定向控制与前馈补偿控制,以 TMS320F2812DSP 控制器、IPM功率模块、TS5667N120 17位绝对式编码器为主要功能部件,设计出的永磁同步电机伺服驱动控制器,在数控加工中心的应用中,具有定位无超调、高刚性、高速度稳定性,达到了设计指标,可以满足微米级加工精度的要求。

当Fpos(s)=1/(Gspd(s)Gm(s))时,H(s)=1,则可使输出完全复现输入信号,且系统的暂态和稳态误差都为零。其中当速度调节器采用PI控制时,在位置环的截止频率远小于速度环的截止频率时,速度环可等效为一个惯性环节,电机可等效为一个积分环节,于是Fpos(s)可以看成加速度前馈和速度前馈两部分[5],其中:位置前馈中加速度项差分方程:

位置前馈中速度项差分方程:
式中R(k)为第K个采样周期中的位置给定信号;Yaf为第K个采样周期中速度信号的输出,Ksf为速度前馈比例系数。
相应的位置环P的差分方程:
式中R(k)为第K个采样周期中的位置给定信号;C(k)为第K个采样周期中的位置反馈信号,Ye为第K个采样周期中位置环信号的输出,Kc为位置环比例系数。
绝对式编码器通信程序
绝对式编码器与DSP的接口采用CPLD作为接口芯片。CPLD的程序采用VHDL语言编写,程序结构如图4所示。此电路完成串行输入数据到并行输出数据的转换,以及并行输入数据到串行输出数据的转换。
实验结果分析
本设计,应用虚拟仪器技术设计出实验测试平台,记录实验测试结果。虚拟测试平台配置如下:软件NI LabVIEW 8.0,硬件NI M系列多功能数据采集卡PCI-6251,16、NI 计数器/定时器PCI-6602。
图5给出了加工过程中的速度波形。图5表明,系统的加、减速时间小于200ms;无位置超调;稳定时,速度波动小于0.1转。速度频率响应:大于300Hz;速度波动率:小于±0.01%(负载0~100%)、0(电源±10%);调速范围:0.1rpm~3000rpm;回转定位精度:1个脉冲。
结语
针对数控机床进给控制,采用磁场定向控制与前馈补偿控制,以 TMS320F2812DSP 控制器、IPM功率模块、TS5667N120 17位绝对式编码器为主要功能部件,设计出的永磁同步电机伺服驱动控制器,在数控加工中心的应用中,具有定位无超调、高刚性、高速度稳定性,达到了设计指标,可以满足微米级加工精度的要求。
电力电子 传感器 编码器 电流 DSP 电子 电路 PWM 电动机 电压 滤波器 LED CPLD VHDL 虚拟仪器 LabVIEW 相关文章:
- 基于DSP的工业缝纫机控制系统设计(09-23)
- LED日光灯设计方案(12-22)
- 用FPGA平台实现工业电机最大效率(12-24)
- 2 kW有源功率因数校正电路设计(03-12)
- 低压配电系统中的静止无功发生器设计(03-26)
- 一种500 W以下的绿色三相VF变频器设计(05-04)