大规模设备管理中RFID技术的应用与设计
2.2. 1 设备选型
首先,由于设备量较大,希望读取速率较快,读取距离较远,一般来说高频标签比低频标签具备更好的读取速率和读取距离,同时技术和标准上较超高频标签成熟稳定。其次,数据中心设备因其金属表面以及机房环境电磁信号强,在标签选择上,需要选择具有较好封装技术的抗金属标签,以减少因金属表面反射电磁波而产生对标签信息读取的影响,抗金属标签成本较高,往往是普通标签的十几倍。基于成本考虑,放弃有源标签和大容量信息存储标签。第三,在RFID读写器选型时,除了考虑成本和需求外,需要选择与标签相适合匹配的读写器。
2.2.2 系统设计
根据设备管理工作当前的需求,RFID系统设计如图1所示。
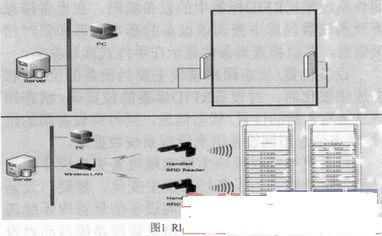
当设备到货后,在设备侧面粘贴RFID标签,标签内存储设备终身携带的唯一标识信息以及其他状态位信息。在库房和机房入口处安装固定式RFID读写器,读写器通过局域网同设备信息管理系统连接,当贴上电子标签的设备进入或离开库房和机房时,电子标签内的数据被自动读取,并被上传至信息管理系统,设备管理员可实时追踪设备的状态和位置信息。同时,配备手持式RFID读写器,设备管理员可使用其自动进行大批量设备信息采集,通过无线网络与设备信息管理系统连接,设备信息自动上传至设备信息管理系统,自动进行数据比对,完成设备核查盘点功能。RFID系统实施后,很好地解决了标签粘贴与查看的问题,大大提高了设备核查的效率和准确性。
对于设备更换跟踪问题的解决,中间件技术是关键。基于工作需要和成本考虑,结合本单位实际情况,对RFID系统和现有管理信息系统进行了对接和整合,设计具有设备更换授权和设备状态/位置跟踪功能的中间件系统。首先对标签内的数据区划分信息域,根据实际需求设计标签内数据区编码。如下图所示。
其中设备编码区域存储的信息与现有设备信息管理系统中的设备编码保持一致,一旦写入不再更改。所占存储位32字节;位置码存储设备位置信息占用8字节;状态码存储设备状态信息,如:运行,故障,维修,报废等等占用8字节。
中间件具有以下三项主要功能:设备信息查询模块、设备位置跟踪模块、设备更换授权模块。
中间件系统总界面主要功能是实现登陆,并在后台连接设备现有信息管理系统数据库。显示系统主要功能模块界面。
设备信息查询模块主要实现设备查询功能,当设备管理员使用手持式读写器扫描RFID标签时,中间件系统根据RFID标签中的设备编码,在设备信息管理系统数据库中查询该设备的基本信息和资产相关信息,并根据查询条件显示在手持式读写器上。
设备位置/状态跟踪模块主要当设备的位置/状态放生变化时,对设备RFID标签的位置码/状态码信息域写入新的位置/状态信息,同时将设备新的位置/状态信息写回设备信息管理系统数据库。
设备更换授权模块主要实现设备更换操作的授权和审核功能。当设备信息发生变化,需要写设备RFID标签时,中间件系统会向设备信息管理系统请求授权,授权通过后,设备信息管理系统自动对设备更换操作信息进行记录,包括设备编码、设备更换类型、更换时间、授权人等信息。
中间件系统的开发和使用,有效完成了RFID系统同现有设备信息管理系统的对接和整合,在手持式读写器终端上完成了设备查询、设备位置/状态跟踪和授权历史记录等功能。简化了设备更换流程的复杂性,同时通过技术手段加强了对设备更换流程的监督。
2.2.3 RFID系统效果
以设备核查工作为例,对5000万台设备进行信息核查,传统人工核查方式需要两个人10个工作日的反复查看及核对,才能得到较为准确的核查结果。而利用RFID技术只需要一个人在半天内就能完成设备核查工作,准确性非常高。
将RFID技术引入设备管理工作,大大减少了人工核查工作量,提高了设备信息采集的准确度,解决了设备管理和设备运行维护之间的矛盾,有效地完成了设备进出的自动化控制以及生命周期内的跟踪,提高了设备管理工作的效率和管理水平。
3 小结
本文介绍了RFID技术的特点,经实践证明在设备管理工作中应用RFID技术可以提高工作效率,减少由人工操作带来的不便,提高设备核查准确性等。然而由于RFID技术在设备管理中的应用工作还刚刚起步,本文仅仅是对RFID技术在设备管理中应用的一点探索,不当之处在所难免。希望能通过此文的介绍,吸引更多人关注并研究RFID技术,共同推动RFID技术的应用和发展。
- 国家自主密码算法的RFID证件应用安全解决方案(10-15)
- 医疗输注液准备流程RFID技术之应用(11-11)
- RFID酒类防伪及物流追溯系统(01-18)
- RFID气体产业共通应用系统 强化钢瓶履历(04-11)
- RFID技术在军队涉密装备管理中的应用(05-01)
- 意大利服装生产商利用RFID技术应对欧洲灰市(06-12)