双轨回流焊的工作原理及工艺简介
。回流焊工艺要得到重复性好的结果,负载因子愈大愈困难。通常回流焊炉的最大负载因子的范围为0.5~0.9。这要根据产品情况(元件焊接密度、不同基板)和再流炉的不同型号来决定。要得到良好的焊接效果和重复性,实践经验很重要的。回流焊是SMT工艺的核心技术,PCB上所有的电子元器件通过整体加热一次性焊接完成,电子厂SMT生产线的质量控制占绝对分量的工作最后都是为了获得优良的焊接质量。设定好温度曲线,就管好了炉子,这是所有PE都知道的事。很多文献与资料都提到回流焊温度曲线的设置。对于一款新产品、新炉子、新锡膏,如何快速设定回流焊温度曲线?这需要我们对温度曲线的概念和锡膏焊接原理有基本的认识。本文以最常用的无铅锡膏Sn96.5Ag3.0Cu0.5锡银铜合金为例,介绍理想的回流焊温度曲线设定方案和分析其原理。如图一 :
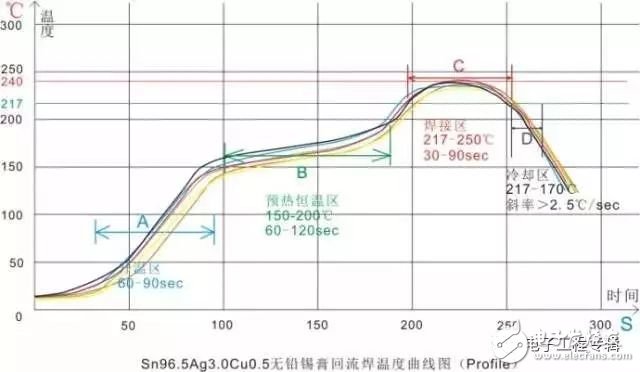
图一 SAC305无铅锡膏回流焊温度曲线图
图一所示为典型的SAC305合金无铅锡膏回流焊温度曲线图。图中黄、橙、绿、紫、蓝和黑6条曲线即为温度曲线。构成曲线的每一个点代表了对应PCB上测温点在过炉时相应时间测得的温度。随着时间连续的记录即时温度,把这些点连接起来,就得到了连续变化的曲线。也可以看做PCB上测试点的温度在炉子内随着时间变化的过程。那么,我们把这个曲线分成4个区域,就得到了PCB在通过回流焊时某一个区域所经历的时间。在这里,我们还要阐明另一个概念"斜率①"。用PCB通过回流焊某个区域的时间除以这个时间段内温度变化的绝对值,所得到的值即为"斜率"。引入斜率的概念是为了表示PCB受热后升温的速率,它是温度曲线中重要的工艺参数。图中A、B、C、D四个区段,分别为定义为A:升温区 ,B:预热恒温区(保温区或活化区),C:回流焊接区(焊接区或Reflow区),D:冷却区。
继续深入解析个区段的设置与意义:一.升温区APCB进入回流焊链条或网带,从室温开始受热到150℃的区域叫做升温区。升温区的时间设置在60-90秒,斜率控制在2-4之间。此区域内PCB板上的元器件温度相对较快的线性上升,锡膏中的低沸点溶剂开始部分挥发。若斜率太大,升温速率过快,锡膏势必由于低沸点溶剂的快速挥发或者水气迅速沸腾而发生飞溅,从而在炉后发生"锡珠"缺陷。过大的斜率也会由于热应力的原因造成例如陶瓷电容微裂、PCB板变形曲翘、BGA内部损坏等机械损伤。升温过快的另一个不良后果就是锡膏无法承受较大的热冲击而发生坍塌,这是造成"短路"的原因之一。长期对制造厂的服务跟踪,很多厂商的SMT线该区域的斜率实际控制在1.5-2.5之间能得到满意的效果。由于各个板载贴装的元器件尺寸、质量不一,在升温区结束时,大小元器件之间的温度差异相对较大。二.预热恒温区B此区域在很多文献和供应商资料中也称为保温区、活化区。该区域PCB表面温度由150℃平缓上升至200℃,时间窗口在60-120秒之间。PCB板上各个部分缓缓受到热风加热,温度随时间缓慢上升。斜率在0.3-0.8之间。此时锡膏中的有机溶剂继续挥发。活性物质被温度激活开始发挥作用,清除焊盘表面、零件脚和锡粉合金粉末中的氧化物。恒温区被设计成平缓升温的目的是为了兼顾PCB上贴装的大小不一的元器件能均匀升温。让不同尺寸和材料的元器件之间的温度差逐渐减小,在锡膏熔融之前达到最小的温差,为在下一个温度分区内熔融焊接做好准备。这是防止"墓碑"缺陷的重要方法。众多无铅锡膏厂商的SAC305合金锡膏配方里活性剂的活化温度大都在150-200℃之间,这也是本温度曲线在这个温度区间内预热的原因之一。需要注意的是:1、预热时间过短。活性剂③与氧化物反应时间不够,被焊物表面的氧化物未能有效清除。锡膏中的水气未能完全缓慢蒸发、低沸点溶剂挥发量不足,这将导致焊接时溶剂猛烈沸腾而发生飞溅产生"锡珠"。润湿不足,可能会产生浸润不足的"少锡""虚焊"、"空焊"、"漏铜"的不良。2、预热时间过长。活性剂消耗过度,在下一个温度区域焊接区熔融时没有足够的活性剂即时清除与隔离高温产生的氧化物和助焊剂高温碳化的残留物。这种情况在炉后的也会表现出"虚焊"、"残留物发黑"、"焊点灰暗"等不良现象。三.回流焊接区C回流区又叫焊接区或Refelow区。SAC305合金的熔点在217℃-218℃之间④,所以本区域为>217℃的时间,峰值温度<245℃,时间30-70秒。形成优质焊点的温度一般在焊料熔点之上15-30℃左右,所以回流区最低峰值温度应该设置在230℃以上。考虑到Sn96.5Ag3.0Cu0.5无铅锡膏的熔点已经在217℃以上,为照顾到PCB和元器件不受高温损坏,峰值温度最高应控制在250℃以下,笔
- 回流焊工艺技术和注意事项(05-30)
- PCB双面回焊制程(SMT)介绍及注意事项(08-21)
- 电子业静电防护措施(07-08)
- 电路板检测型红外热像仪及应用案例简介(02-21)
- 电子元器件的接头焊接技巧(03-02)
- 2016半导体行业一系列并购狂潮 产业增长率依旧下滑_半导体,芯片,电子元器件(11-21)