普通机床精度是多少?机床精度的定义是什么?机床精度保持方法分享
机床的精度在很大程度上决定了加工出来的产品精细化程度,我们使用传统的机床和数控机床如果操作技术水平一样的话,数控机床的精度就要高一些,毕竟有电脑在控制比人的控制更准确、精细。而且假如机床老化了、机床零件出问题了、电气系统出故障了,都会降低机床的精度。
现在大多数厂家都是在用数控机床,而数控机床加工精度的影响因素也比较多,甚至有数据统计显示,65.7%以上的数控机床在安装时就没有完全符合精度标准,其在精度上面还是会存在误差的,而更有90%的数控机床在工作中处在失准的状态下,存在动态精度上的误差。这就决定了机床工作状态监控的重要性,对于保证机床精度起到了重要的作用。
甚至有人认为机床的精度是涉及国家军工水平的 ,代表的是一个国家的制造水平,差不多可以上升到战略层面了。

机床精度的定义是什么?
机床的精度产生的原因很多,首先因为它的导轨与丝杠的间隙与数控的精度有一定差异,数控的重复定位是靠设备自己来完成的,每一次的进给都可以把丝杠的间隙留在同一方向,而普通车床是由人来控制的,而重复的定位也是用量具和人工来保证。这些都会有一定的误差,而我们都知道,误差是不可避免的,这就决定了机床的精度是有一定范围的,在合理合规的范围之内的误差都可以接受,而超出部分太多就意味着机床的精度不够。
首先我们要明确,机床的加工精度也是有区别的,其中分为静态精度和动态精度。静态精度是在机床不工作状态下检测出来的,其中又主要包括机床的几何精度还有机床的定位精度;动态精度是在机床加工工件过程中检测出来的,主要包括刀具、工件、振动等带来的误差。
机床加工精度是指被加工零件达到的尺寸精度、形态精度和位置精度;机床静态精度是指机床的几何精度、运动精度、传动精度、定位精度等在空载条件下检测的精度。显然,后一种精度对于机床的加工精度影响更大,但是这种精度控制起来也是特别难的。它不仅仅跟机床设备本身有很大的关系,还跟电压、操作工人的技术水平、加工产品的难度、操作规范是否合理都有很大的关系。
欧洲机床生产商,特别是德国厂家,一般采用VDI/DGQ3441标准。
美国机床生产商通常采用NMTBA(NaTIonal Machine Tool Builder‘s Assn)标准。
日本机床生产商标定"精度"时,通常采用JISB6201或JISB6336或JISB6338标准。
普通机床精度是多少?
机床加工精度包括尺寸精度、形位公差精度、表面粗糙度等各个维度的考量。而目前国内最好的数控机床一般都在军工厂里和超大型的制造企业里面,比如富士康,高阶的机床加工精度别说微米(千分之一毫米),0.1微米到0.01微米的都很多,甚至更高的精度。还有就是,我们国家的数控机床普及率还可以提升,虽然近年来已经大范围普及,但是普通机床大量存在。
机床的精度主要包括机床的几何精度、机床的定位精度和机床的切削精度。
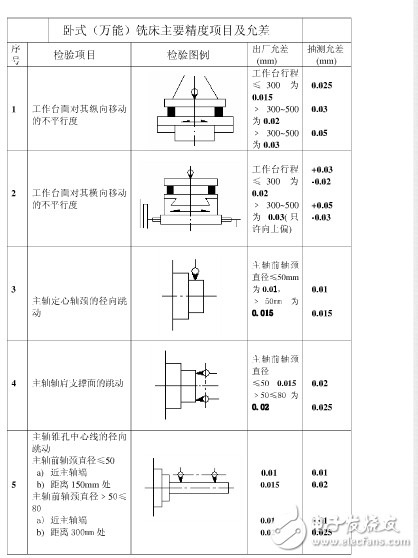
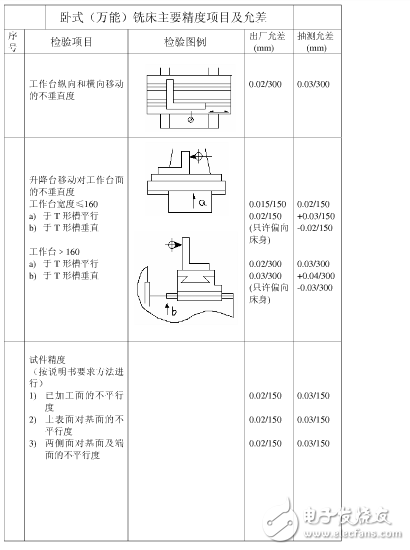
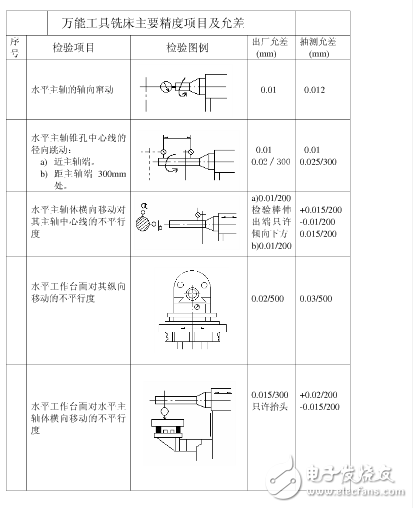
数控机床的几何精度反映机床的关键机械零部件(如床身、溜板、立柱、主轴箱等)的几何形状误差及其组装后的几何形状误差,包括工作台面的平面度、各坐标方向上移动的相互垂直度、工作台面X、Y坐标方向上移动的平行度、主轴孔的径向圆跳动、主轴轴向的窜动、主轴箱沿z坐标轴心线方向移动时的主轴线平行度、主轴在z轴坐标方向移动的直线度和主轴回转轴心线对工作台面的垂直度等。
数控机床的定位精度,是指所测机床运动部件在数控系统控制下运动时所能达到的位置精度。该精度与机床的几何精度一样,会对机床切削精度产生重要影响,特别会影响到孔隙加工时的孔距误差。目前通常采用的数控机床位置精度标准是ISO230-2标准和国标GB10931-89。
看一台机床水平的高低,要看它的重复定位精度,一台机床的重复定位精度如果能达到0.005mm(ISO标准。、统计法),就是一台高精度机床,在0.005mm(ISO标准。、统计法)以下,就是超高精度机床,高精度的机床,要有最好的轴承、丝杠。 德/日(西门子/发那科)占据国内进口数控机床的多数,他们的操作系统也最好。
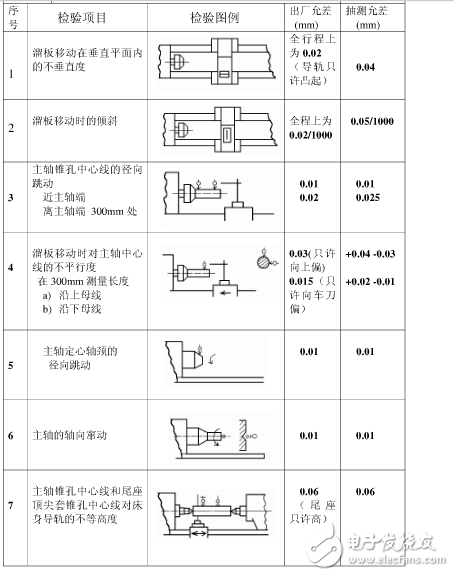
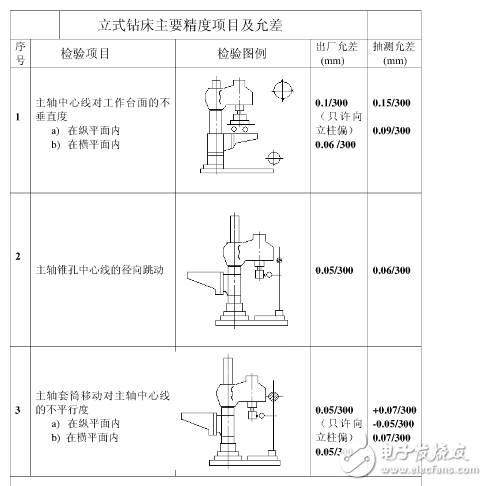
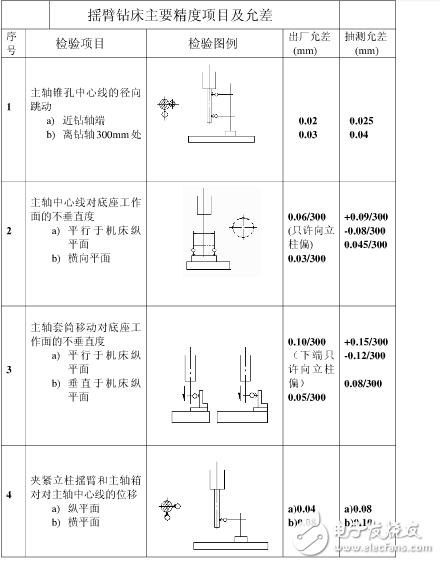
下图是普通机床常见的精度检测项目:




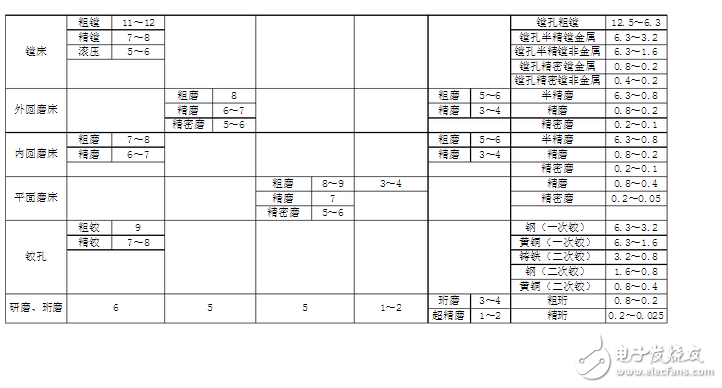
普通车床一般的加工精度
外圆精度 0.01
外圆圆柱度 0.01/100
端面平面度 0.02/200
螺纹螺距精度 0.06/300
外圆粗糙度Ra/um 2.5~1.25

影响机床精度的常见因素
一是机床刀具的刀尖不锋利;
二是机床在工作时产生了共振;
三是机床出现了爬行现象;
四是加工工艺有缺陷。
至于影响机床精度有很多,我们主要看下面几个方
- 伺服系统的特点、分类及发展方向(03-09)
- 智能制造新升级,探讨数控机床的六大方向(11-29)
- 直线电机的驱动控制技术应用(05-01)
- 数控机床典型制造工艺及装配工艺实例分析(11-05)
- 机床数控系统中嵌入式plc的设计(02-06)
- 传感器在数控机床上的全方位应用(02-11)