基于plc和称重机的自动配料系统设计
料系统一个PLC需要链接多个变频器。为此我们在PLC和变频器之间使用了Profibus总线进行通信,将专用的Profibus通信模块插入到变频器上,并设定好变频器的从站地址,然后通过Profibus连接器接入到PLC中,PLC通过编程,实现对该变频器进行报文的发送与接收,将控制字发送到变频器,同时把状态字从变频器中读取回来。
CPU315-2DP作为Profibus主站,每个与主站通信的变频器可以看作是一个Profibus从站。通信时,主站根据通信报文中的地址字符来选择要传输数据的从站。从站本身不能主动发送数据,各个从站之间也不能直接进行信息的传输。系统所选用的变频器型号均为Siemens MicroMaster430系列 [4] 。PLC和变频器之间主要的通信主要涉及两个概念。第一是数据报文,第二是控制字与状态字。
(1)通信报文。 每条报文都是以字符STX开始,接着是长度说明LGE和地址字节ADR,然后是采用的数据字符,报文以数据块的检验符BCC结束,主要字段的解释如下:
STX区是一个字节的ASCII字符(02hex),表示一条信息的开始。
LGE区是一个字节,指明这一条信息中后跟的字节数目。
ADR区是一个字节,是从站结点(即变频器)的地址。
BCC区是长度为一个字节的校验和,用于检查该信息是否有效。它是该信息中BCC前面所有字节"异或"运算的结果。 如果根据校验和的运算结果,表明变频器接收到的信息是无效的,它将丢弃这一信息,并且不向主站发出应答信号。
(2)控制字与状态字。PLC通过变频器的PKW区可以读写变频器的参数值,从而改变或了解变频器的工作状态。在本系统中,PLC读出该区的数据,放在特定的数据区中,供工控机查询,查询结果在工控机上显示。
5 结论
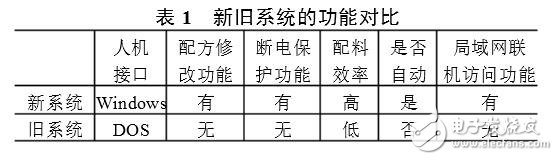
本系统通过工控机、PLC和变频器的协调工作,完成了所需自动配料任务, 系统自2008年5月投入使用以来,每天配料100多吨,完成配方10个左右,不但可实时显示工况,而且可以提供配方修改、增加等功能;实际运行表明,系统运行稳定、可靠,人机界面美观,操作方便,同时系统采用组态软件开发,可以为以后的升级提供便利。
新旧系统的功能和用途对比如表1所示。
- Passau60工控机在列控中心系统中的应用(02-12)
- 威达工控机功能介绍及应用(04-28)
- 工控机在IC卡加油工程中的应用(05-13)
- 电力拖动系统中,电动机如何选择?(02-10)
- 专家指点,单相电动机常见故障诊断与处理,都是干货!(02-11)
- 异步电动机的工作原理与结构(02-11)