绿光激光器用于激光微焊接
已经使用许多技术克服这种反射,包括脉冲整形、氧气协助以及使用反射率更低的镀层。脉冲整形不可靠,因为铜和其它导电部件的反射率不同,因此降低激光功率时的精确时间点也会变化。人们曾经尝试采用反馈技术,以便更好地预期这种"精确时刻",但是目前还没有人证实可行。使用氧气协助时,由于会在焊接的部件上形成氧化层,因此会大幅提高铜的焊接缝隙的渗透性,但是,对于点焊应用时却没有影响,因为只有在几个连续脉冲之后才能看到氧的积极效应,因此并不能为单点焊接或较短焊缝提供一种可靠的技术。使用镍或锡等反射率更低的涂层,确实可以帮助降低最初的反射率,但是不能完全减轻问题,因为仍然需要较高的能量继续渗入铜内;因此,微焊接的加工窗口极校
利用脉冲绿色激光器处理材料反射问题
综上所述,必须处理好材料反射率的问题,才能在铜材料上实现优良、结实的激光微焊接。如表1所示,将波长从1064纳米降低到532纳米会大幅降低铜和其它导电材料的反射率。532纳米(绿光)波长能够持续地渗入铜内并稳定焊接。
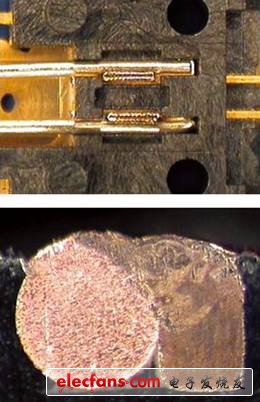
图4显示了1064纳米和532纳米波长激光焊接无镀层铜的比较。波长为532纳米时,激光渗入铜的情况与1064纳米渗入钢一样。因此,如果使用532纳米激光,则可以成功地实现铜的微焊接。

可以采用两种方式达到该波长。最常见的是使用调Q激光器,但是此类激光器没有充足的脉冲能量执行焊接任务。
一种更为新颖的途径是使用正常脉冲的Nd:YAG激光器,它可以以1.5千瓦峰值功率提供532纳米的光,脉冲宽度高达5毫秒。这样可以提供充足的焊接能量,深入约350微米厚的铜材料。对于大多数微焊接应用来说,这一能量已经足够。通过光纤传输及使用脉冲Nd:YAG激光,其优点是光束的亮度较低。这样可以促进整个聚焦点的均匀吸收,防止焊接中心出现热点而造成不稳定性。
绿激光微焊接的应用实例
电气连接通常采用不同的尺寸、形状和材料。许多工业需要优质、可靠的端子进行电气连接。电气接头的焊接如同一种无缝工艺,使连接点就象部件本身固有的一部分。激光焊接似乎有这种潜力。
例如汽车工业已经大幅度使用传感器技术,以监控汽车性能、功能和环境。每种传感器有许多端子连接,其使用寿命必须符合汽车的使用寿命。在这一方面,激光微焊接可以提供一种可行的选择,激光器可以用于高速优质的焊接。
医疗工业的连接也十分重要,例如植入设备、感应和监控仪表,它们的每种连接对于维持部件的功能和性能十分关键,因此要求采用高度稳定的焊接技术。
同样,在通讯工业中,信号强度和完整性十分关键,可以最大化部件性能,以及确保连接不会成为部件设计的一种限制因素。
根据特定部件和元件设计,可以选择各种工业需要的多种电气连接配置。在此介绍一些使用脉冲绿色激光完成的连接配置选项。
排线连接到厚膜金属化焊盘
电子工业的常见连接参见图5,其中采用了0.0015英寸厚的镀金铜质扁平导线,将它焊接到金属化焊盘上。在理想情况下,焊盘的厚度至少是排线厚度的1.5倍,因为这样可以在导线和焊盘之间形成优良的热平衡,以防止焊盘过热。

导线连接至金属化焊盘/端子
连接实心类和扭绞类导线是电力电子的另一种常见端子配置。通过将激光合适定位到导线尖部和焊盘上,可以将导线有效焊接到焊盘上。从图6可以看出,焊盘本身没有热效应。
如图7所示,扭绞导线也具有高度的可焊接性。焊接扭绞导线的关键是保持尖部以确保扭绞导线密切压实。通过压实、电镀浸入或短距离透焊至绝缘层等方法来实现优质焊接。
并排的方形端子连接至圆形导线
由于不同连接物的几何形状和端子形状等因素,激光的灵活性显得极其重要。图8显示了矩形横截面镀金铜连接器与镀银铜导线之间的焊接。采用搭接配置进行焊接,导线与端子的位置关系显示了端子的导线圆形和方形边缘之间的一些差异和间隙。由于激光能量可受控并能被持续吸收,使得两个部件能被可靠地焊接在一起。
扁平线连接至扁平引线框
对于大批量生产,在引线框上焊接多个连接的关键之处是质量和速度。作为一种非接触式工艺,激光焊接本身就可实现大批量制造。它可以根据动作设计在每秒执行许多焊接任务。图9显示了扁平导线焊接到铜质引线框。
微型锂离子/聚合物电池连接
对于要求低于50mAh的无线产品、
- LT3751如何使高压电容器充电变得简单(08-12)
- 三路输出LED驱动器可驱动共阳极LED串(08-17)
- 浪涌抑制器IC简化了危险环境中电子设备的本质安全势垒设计(08-19)
- 严酷的汽车环境要求高性能电源转换(08-17)
- 适用于工业能源采集的技术 (08-10)
- 单片式电池充电器简化太阳能供电设计(08-20)