机床测量系统的发展趋势
随着数控机床在机床制造领域的普及,现代机床在加工速度、加工精度和可靠性方面也都有了大幅提高,这在很大程度上得宜于机床用光栅测量元件。
单场扫描技术和绝对式测量技术是当前角度和长度测量技术发展中最主要的两个方向,而且单场扫描技术和绝对式测量技术还可以组合应用。同时采用这两种技术的单场扫描绝对式测量设备无论从信号质量、抗污染能力、测量速度还是可靠性来看都远远优于传统测量设备,此类产品在市场上的迅速推广也证实了这一点。
单场扫描技术
传统的角度和长度测量设备所采用的四场成像式扫描方法中,光栅标尺与带有类似或相同光栅结构的扫描掩膜做相对运动。穿过标尺与掩膜光线的明暗程度按标尺与掩膜相对位置的不同而有规律地变化:当标尺与掩膜的空隙吻合时,光线得以穿过;当栅线与空隙重合时,没有光线穿过。感光元件将光强的变化转变为电子信号。扫描掩膜上有四个扫描区,各扫描区光栅间互相错开1/4栅距,对应于这四个扫描区的感光元件生成相位差为90°的四个正弦信号。这四个扫描信号不以零线为其中线,所以需要将四个信号两两相减,以获得两个90°相位差,中线为零线的输出信号l1和l2.
新型的单场扫描技术中,扫描掩膜带一个大尺寸光栅,其栅距与光栅标尺的栅距略有不同(图1),由此在扫描掩膜光栅长度上会产生明暗交替现象:某些地方栅线与栅线重叠,光线可以通过;某些地方栅线与空隙重叠,光线无法通过;在这两者之间,空隙部分被遮挡,这起到了光学过滤的作用,使得产生均匀的高正弦性信号成为可能。特制的栅状感光元件取代了独立感光元件,生成四个相位差为90°的扫描信号。
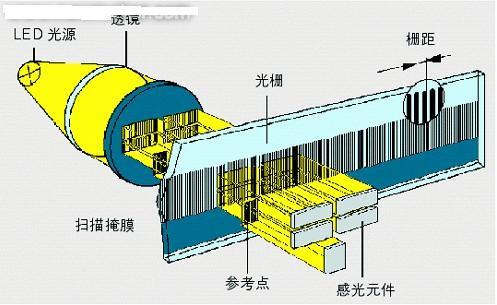
图1四场成像式光电扫描法原理
单场扫描光学扫描系统对角度和长度测量设备性能的提高起到了决定性的作用。它的大面积扫描区和特殊光学过滤可在测量设备全行程中产生稳定质量的扫描信号,这正是下列几点的前提条件:信号周期内位置误差较小;高光栅运行速度;使用直接驱动时,控制品质高。
在示波器XY显示模式下可明显地看到单场扫描的这个优点(图2):单场扫描光栅尺的输出信号具有更好的圆度和更小的信号噪声,这意味着更高的定位精度和更佳的控制品质。对直线电机而言,配备了单场扫描光栅尺后,速度控制可以更为平滑。
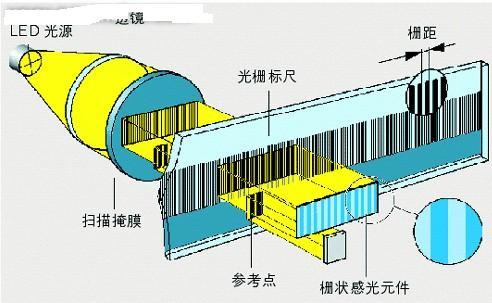
图2单场成像式光电扫描法原理
覆盖光栅标尺全宽的大尺寸扫描面以及交替重复出现的条状扫描区使得采用单场扫描原理的测量设备对污染的干扰特别不敏感,这可通过抗污染试验来证实:即便在有大面积污染干扰时,测量设备仍任能提供高质量的测量信号(图3),位置误差远低于测量设备标定精度等级所对应的误差值。
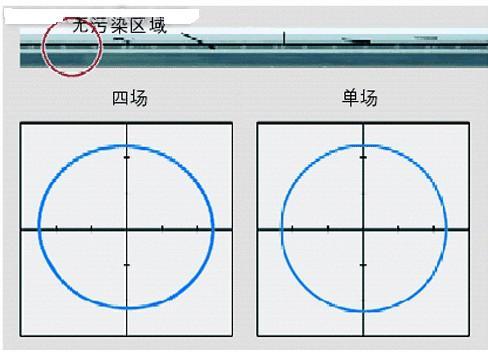
图3四场与单场扫描抗污能力比较
与四场扫描相比,采用单场扫描因此可以在某些污染干扰场合,避免设备彻底无信号输出情况的出现。
绝对式测量技术
所谓"绝对式测量(图4)"是相对于增量式测量而言的。增量式测量设备通过对光栅探头扫描过的栅线进行计数来获得相对运动的距离数据。为了获得绝对位置,增量式测量设备在开机后须执行过参考点动作,而绝对式测量设备以不同宽度、不同间距的栅线将绝对位置数据以编码形式直接制作到测量设备中,测量设备开机后即可以提供绝对位置信息。通常,绝对式测量设备在绝对轨之外还同时配备有增量轨,用以进一步提高测量设备的精度与分辨率。
图4单场/四场扫描技术抗污性能比较(绿色:单场;红色:四场)
近几年以来,绝对式光栅因其不可取代的种种优点,得到了越来越广泛的应用。这些优点主要体现在以下方面:
1.缩减机床非生产时间
机床在使用过程中经常会因故障或其他原因而被迫关机重新启动。对于仅装备了增量式光栅的机床,开机后必须对每一轴执行通过参考点。与正常开机后通过参考点所不同的是,机床的刀具此时通常还处于加工位置,与工件有直接接触,有时甚至还处于工件的内部(如钻孔、攻螺纹等),为了安全地进行通过参考点,必须首先手动将刀具移出加工位置。这对于带倾斜刀具的多轴机床更为困难,往往要耗费大量的时间和人力,因为当刀具指向与X、Y、Z轴不平行时,增加了(故障后)手动移出刀具的难度。
对由多台加工设备构成的自动生产线,在其中一台设备出现故障须重新启动时,可能不得不对生产线内所有设备进行通过参考点,并需对未完全加工的工件进行特殊处理。配备了绝对式光栅的机床或生产线在重新开机后立刻重新获得各轴绝对位置以及刀具的空间指向,因此可以立刻从中断处开始继续原来的加工程序,大大提高了机床的有效加工时间。
- 数控机床在线测量技术研究(02-27)
- 基于LabVIEW的数控机床网络测控系统--基于B/S模式的软件设计 1(02-06)
- 基于LabVIEW的数控机床网络测控系统--网络通信关键技术研究 2(02-06)
- 基于LabVIEW的数控机床网络测控系统--网络通信关键技术研究 1(02-06)
- 基于LabVIEW的数控机床网络测控系统--下位机硬件设计(一)(02-06)
- 激光干涉仪在数控机床测量的应用(05-13)