数控技术在模具钢材制造中的应用
在控制面板上根据实际需要设定刀具的初始值,一旦加工开始,刀具便会在程序的控制下沿着X,Y,Z轴分别按设定的轨迹运行,直至结束,除非有异常情况。
3.2程序
在实践过程中,我们对加工过程的软件环节特别感兴趣,特别是编程,不过数控加工的程序可不是C,C++,JAVA或汇编,它有自己的规则,不过我们还想挑战一下。主控制室控制员给我们出了一个小程序,对零件进行周边精铣,且加工程序启动时刀具在参考点位置,选择φ20的铣刀,并以零件的中心孔作为定位孔,加工时的走刀路线有规定,经过一番苦战,经集体探讨,编的如下程序:
0001; 程序开始
N0010 G00G90X120.OY60.OZ50.0; 绝对值输入,快速进给到(120,60,50)
N0020 X100,OY40,OM135500; 快速进给到(100,40),主轴正转
N0030 Z-11.0; 快速下进到z-11
N0040 GO1G41X70.OY10.OH012F100;直线插补到(70,-10),刀左补偿
N0050 Y-10.0 直线插补到(70,-10)
N0060 GO2X40.0Y-40.0R30.0; 顺时针插补到(40,40)半径30mm
N0070 G01X-70.0; 直线插补到(-70,40)
N0080 Y40.0; 直线插补到(-70,40)
N0090 X40.0; 直线插补到(40,40)
N0100 G03X70.0Y10.0R30.0; 逆时针插补到(70,10),半径30mm
N0110 G01X85.0; 直线插补到(85,10)
N0120 G00G40X100.0Y40.0; 快速进给到(100,40),取消刀具半径补偿
N0130 X120.0Y60.0Z50.0; 快速进给到(120,60,50)
N0140 M30; 程序结束,系统复位
3.3电动机
数控机床用于进给驱动的交流伺服电动机大多采用三相交流永磁同步电动机,在结构上,三相同步电机的定子有三对绕组。由电机学理论可知,三相同步电动机的电磁转矩只能在定子旋转磁场和转子磁场完全同步时才能发挥作用。
归纳数控机床用驱动电机的分类,如下图5所示: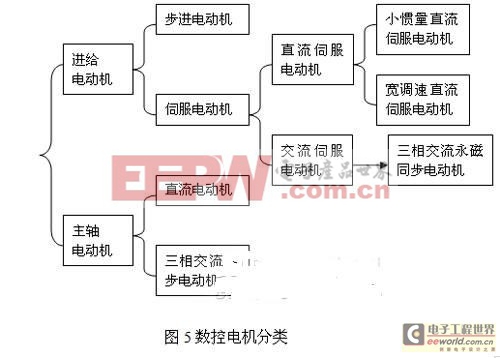
4结束语
数控技术在钢材磨具制造的应用提高了生产效率,精密和高自动化水平的数控系统保证了产品的合格率,本文以众磊捷成模具钢材有限公司为例介绍了钢材磨具制造中所涉及的数控技术以及系统的设计,数控技术的投入提高了该公司的制造效率和产量。
- 一种可配置的多主轴数控系统研究与开发(12-13)
- Simotion D在制基础盖设备上的应用研究(04-06)
- 基于数控技术的铣齿机改造(03-21)
- 基于数控技术的延伸外摆线锥齿轮铣齿机改造(03-17)
- PROFIBUS—DP/FMS/PA分析(12-19)
- PROFIBUS-FMS在汽车厂总装车间的应用(12-19)