CC-LINK在石膏板生产线同步系统的应用
随着通信技术和控制技术的发展,以及工业现场总线的普及。在纸面石膏板生产企业,逐渐淘汰了以往的模拟量调速,取而代之的是更为先进的现场总线控制技术。现场总线控制依靠网络技术传输数据.比传统的模拟量调速传输速度块,稳定可靠,精度高。
2石膏板同步系统
同步系统控制在石膏板的生产过程中是重要的控制系统,控制设备分散,它是由1#凝固皮带、2#凝固皮带、输送机、切断机、切断后加速1、切断后加速2、和干燥机等设备组成。如图1所示。设备间一致的同步速度可以保证连续稳定的生产出合格的石膏板,否则将导致纵鼻,起包,拉断等严重的后果,尤其是在高速的生产线中,精确的同步速度能保证稳定生产。系统必须保持严格的同步速度,即要求按照特定的速度链进行增/减速。
3CC-LINK总线网络介绍

图1同步控制结构
CC-Link现场总线是日本三菱电机公司主推的一种基于PLC系统的现场总线,这是目前在世界现场总线市场上唯一的源于亚洲、又占有一定市场份额的现场总线。它在实际工程中显示出强大的生命力,特别是在制造业得到广泛的应用。CC-LINK具有如下特性:
(1)在同行业中最快的通信速度,在需要高速应答时,可支持传感器输入及智能化设备之间进行大量数据传送。在100米距离内通信速率达10MB,1200米距离通信速率也达156kB。
(2)对分散的PLC(ProgrommeController)控制连网后进行循环传送,即,在主控PLC与本地PLC之间进行N:N的循环传送。实现了控制系统的全分散、全开放、互操作、互换性。
(3)可连智能设备,进行信息传送。
除了字数据的循环传送以外,CC-LINK系统还能与智能化设备进行数据通信,这些设备包括显示设备、条形码读写器、测量设备以及个人电脑等。
(4)完善的RAS功能。具有自动在线恢复、待机主控功能、切断从站功能、确认链接状态功能及测试和诊断功能,系统具有高度可靠性。
(5)多厂商的开放性网络具有高度的安全性。
(6)采用双绞线组成总线网,节省投资,提高控制性能。
4系统结构概述
4.1主控
本系统通过一台Q02HCPU进行主站控制,执行输入及输出逻辑的处理,将同步数据运算,相关的信息通过CC-Link网络传输到各站。CC-Link主站设在中控室,该PLC负责通过CC-Link采集各种信息,并在模拟屏上实时显示整个车间运行状况,一旦发生异常随即报警,以提醒操作员在第一时间作出相应调整。
4.2远程设备站
系统中由主动电机自带的编码器输出并联到5个变频器(FR-A540)中,由CC-Link通信模块(FR-A5NC)完成速度同步功能。同时可通过人机介面设定有关速度微调参数,再由主站CPU通过CC-Link网络模块(QJ65BT11)与变频器系统通讯及设定。
4.3监控设备
系统配有人机界面(F-940),负责监控运行状况,以及故障报警。由于CC-Link网络自动循环检测功能,网络中任何一个变频器的错误信息都能送回主站。维修人员在人机介面中得到有关信息后进行维修。
4.4系统结构图
系统从左到右分别设为1~7号站。每个站占用一个站号,站类型为远程设备站。每个远程设备站的RX和RY占用32个点RWw和RWr各占用4个点。主站设定如下:RXM100RYM,根据距离设定通信速度为625kbps,系统结构图如图2所示。
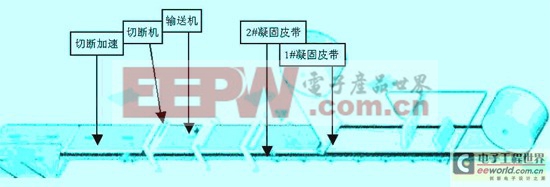
图2系统结构图
4.5速度链控制
同步系统运行中要存在一定的张力所以后面的设备的速度要高于前面的设备,干燥机速度独立操作但要比同步速度高20%当干燥机速度低于同步速度的20%时系统报警。经过测算系统中的速度链的关系如图3所示。
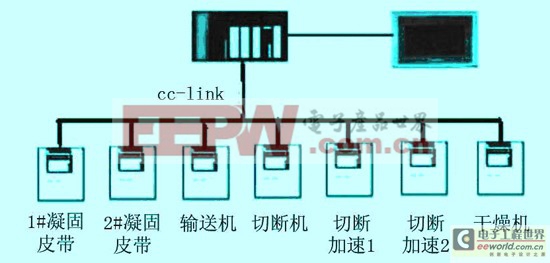
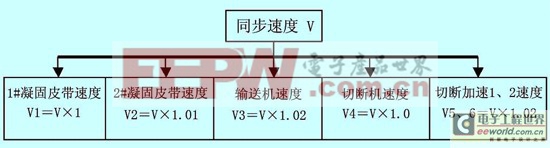
图3速度链关系
4.6主站网络参数设定(表1)
表1主站网络参数设定表

4.7变频器参数设定(表2)
表2变频器参数设定表

5程序编写
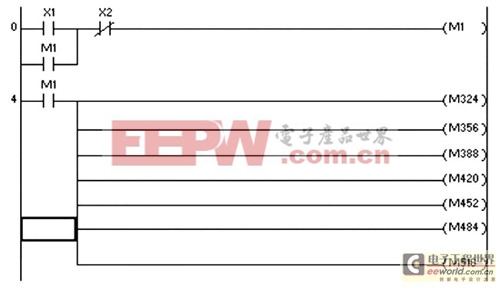
5.1变频器启动
X1同步系统启动,X2同步系统停止。M1启动用中继。
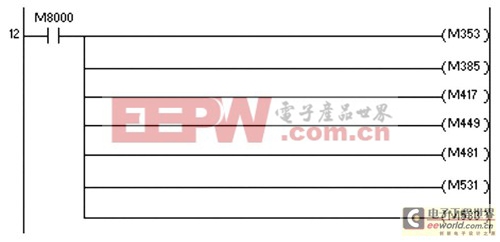
5.2变频器频率设定许可
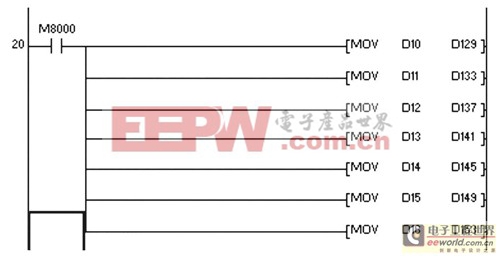
5.3变频器速度设定
6结束语
本系统已经在多条大型的石膏板生产企业广泛采用,由于采用了CC-LINK现场总线控制方式,使得系统的可靠性大大加强,整个系统的造价便宜,配线非常简单,维护和维修起来也非常的容易进行。
- CC-LINK网络参数设置详解(12-19)
- CC-Link IE简介(12-19)
- CC-Link连接马自达产线机器人工作站发挥关键作用(12-19)
- 详解CC-Link现场总线(12-19)
- CC-Link现场总线及应用实例(12-16)
- 三菱CC-Link总线的应用实例(12-16)