基于NetLinx的网络架构及应用
可以方便地与Intranet、Internet连接起来,使得其本来就很强大的网络功能更加强大。 三、长丰的物流系统 看板管理是实施拉动式JIT(JustinTime,准时化生产)的一种非常有效的手段,它是把看板作为生产指令、取货指令、运输指令,用以控制生产和微调作业计划,达到生产组织上高效率、高效能、高效益的科学管理方法。它是以需求作为整个企业生产的初始拉动点,按照需求的品种、数量、时间和地点来准时地组织各环节生产,前工序仅生产后工序所取走的品种和数量,不进行多余的生产,不设置多余的库存,使企业形成一个逆向的、环环相扣的供应链。电子看板是看板管理和网络技术相结合的一种信息载体,它将车间生产线的工艺流程直观地反映在监视屏幕上,管理人员可以通过与屏幕上工艺流程中各对象的交互,动态获取所需的在制品实时信息,对生产现场进行监控。 长丰的生产过程分为冲压、焊装、涂装、总装、检验等环节,我们以长丰的总装为拉动起点,各生产环节都以取货看板为指令,按照后工序的需要组织生产和配送;必要的信息通过网络一直向上游延伸至原材料、外协件的供应商处,供应商按照用户生产线需要的时间、数量和品种实施生产与运输,所供应的外协件不进入用户仓库存储,直送用户生产线消耗点,从而降低各环节的库存成本。同时通过发挥看板的现场自动微调功能,平顺排产和物流作业,减低调度协调难度和工作量,提高系统化管理水平。开放的NetLinx网络集成为实现JIT生产提供了最合适、最可靠的平台。 四、管理与控制的系统整合 罗克韦尔自动化为用户提供了友好、方便高效图形化编程组态软件,提供了简捷、直观的图形符号以及注释信息,以便用户控制逻辑的表达更加直观,操作和使用更加方便。使用RSLinx(建立工厂所有通信方案的工具)根据通信特征完成通信链路的选择和配置,在车间级的PLC与设备与各种应用软件之间提供通信功能。 4.2监控与管理功能的实现 罗克韦尔自动化提供的功能强大的工业数据交割管理软件RSSql,具有分布式数据采集、分布式数据库存储和集中交割管理的系统架构,它还具有数据双向传递的能力,不仅可以将控制层的数据按ERP系统要求的格式提交到企业级的数据库中,方便地将工艺设备层的工艺数据、控制层的状态信息无缝集成到企业信息层数据库,供管理决策和信息发布;而且还可以从ERP的数据库
长丰在过去的生产活动中出现的最大问题是生产信息的不透明,管理者难以获知每个车间的生产情况,一旦某个生产环节出现问题,需要依靠各级管理者层层上报,经过很长时间后才能够得到处理,造成生产流水线上积压或停工待料后果,整条生产线的生产节奏就被打乱,给企业带来了相当大的损失。因此现在我们尝试把控制系统与长丰的ERP系统(CF_C2I2)集成,把生产信息收集到管理系统中,使生产管理者能够实时地获取每个生产阶段的在制品的准确数量和详细的产品信息,一旦生产出现问题,可以及时处理。在整条生产线上实施电子看板管理,可以指导生产线上的装配工作;并且通过Internet把供货需求信息传递给供货厂商。
我们将连接长丰全厂的关键设备的自动化控制网络并入管理子网,组成一个开放的互连、互通、互操作的管理与控制一体化网络,实现自控系统与ERP系统进行信息交换。
4.1架构管控一体化的网络
按照NetLinx来架构具有开放结构自动化系统网络,它满足全厂自控系统的扩充需要,性能稳定、可靠,易于并入管理信息网络系统。网络系统由三部分组成:在车间内部,采用设备网连接现场底层设备,组成企业底层控制网络;控制网支持数据实时传输,与各种设备连接,如PC,控制器,人机界面,拖动装置以及其它与控制网相连接的设备;由以太网处理与管理信息网络系统的连接,它在复合型结构的通信网路中作为管理子网,传送生产管理信息。这三层网络能在相互之间并与PC机通信,有利于设备的实时监控和数据采集。罗克韦尔自动化提供的工控设备具有高兼容性、标准接口和内置的通讯功能,功能强大的软件产品为应用提供了极大地便捷;而且利用罗克韦尔自动化提供的ControlLogix控制平台,它作为控制网、以太网和DH+网络的网桥和路由,方便地将不同的通信协议、不同厂家的设备数据整合到同一平台。
软件则是整个管理与控制系统的灵魂。
基于NT的HMI软件——RSView32用来动态地监视控制和管理信息。它将设备现场运行状态以工艺流程图、趋势等显示在屏幕上,使控制中心的操作人员动态监控当前现场的生产状态和重要设备运转情况,涂装车间生产线的工艺流程监控如图2所示。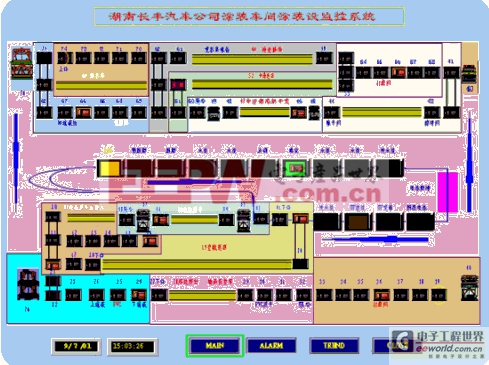
图2涂装车间的生产流程
- 石化工业控制网络安全分析与防护(12-21)
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)