BOPP薄膜生产线的CC-Link现场总线集散控制系统
3.2 温控系统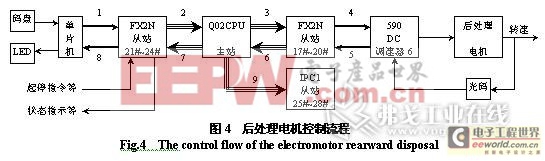
来自码盘的数值经1、2、3、4传输后,进入DC调速器6,作为后处理电机的速度设定值,该调速器与光码共同组成一个独立的转速闭环控制系统。另外,后处理电机的实际转速值经5、6、7、8传输后,转换为当前的薄膜生产线的线速度,由LED显示出来,供操作人员使用,同时该线速度还经由9被传输至IPC1,供工艺技术人员集中使用。
3 集散控制子系统设计
由于BOPP薄膜生产线的生产工艺复杂、生产设备及种类繁多、安装地点较为分散,因此该集散控制系统涉及多CPU类型(PLC、IPC、单片机)、多种通讯网络结构(CC-Link、RS-422、RS-485、RS-232C),它们共同组成一个有机的整体。本文设计的集散控制系统在控制功能上可以分为四类控制子系统:速度链传动控制系统、温控系统、测厚系统和辅助控制系统。
3.1 速度链传动控制系统
3.1.1 速度链传动
生产线的主传动系统由挤出机电机、冷辊电机、慢速辊电机、快速辊电机、横拉辊电机、后处理电机、上卷电机、收卷1电机和收卷2电机组成,它们分别由DC调速器1~调速器9来驱动,电机转速设定值由操控台上的码盘值间接给出。根据生产工艺的要求,除挤出机电机单独控制外,其余7台电机(注:收卷1和收卷2不同时使用)必须保持严格的同步速度,即要求按照特定的速度链进行增/减速,且本级电机的速度变化只能影响本级和后续各级,不允许改变前面各级电机的速度。
设码盘值M0~M6分别表示调速器2~调速器8的转速设定系数,N0~N6分别表示调速器2~调速器8的转速设定值的百分比。则速度链由下式表示: 
其中Ki表示对应码盘值的基值常数。由式(1)易知,N0仅受自身码盘M0的控制,与其它码盘值无关。另外,当任一码盘值Mi改变时,它只影响自身和其后的设定值Ni~N6,而不影响其前面的设定值N0~Ni-1。
3.1.2 传动控制
主传动控制分为前部传动控制和后部传动控制两部分,它们独立构成自己的二级RS-422网络。前部传动控制由从站9#~12# PLC与调速器1~5组成,后部传动控制由从站17#~20# PLC与调速器6~9组成,其中,从站9#~12# PLC和从站17#~20# PLC既作为CC-Link网络的从站,又作为二级RS-422网络的主站。图5所示表示该二级网络的主站与单台调速器进行参数的读写通讯过程,与多台调速器进行读写控制时,是采用逐台通讯、轮换进行的,通讯波特率最高为19200波特,实践表明完全满足系统的实时性要求。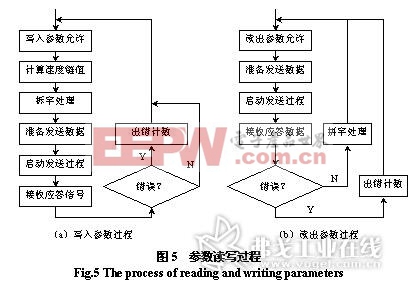
图6所示表示快速辊在速度链传动控制过程中的转速控制方式。根据单机/联动选择开关可以实现快速辊的单个控制方式和速度链控制方式,图中的“码盘值”表示快速辊的速度可以由操控台上的码盘进行在线修改;“固定值1”表示穿片速度,此时快速辊与慢速辊的线速度相同;“固定值2”表示在薄膜生产过程中,若出现破膜信号,则快速辊及其后续主传动辊立即降至某一固定值,便于操作人员进行处理。 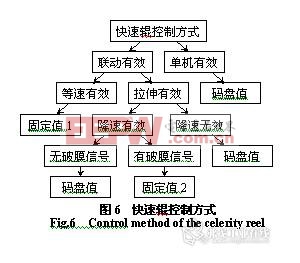
温控系统主要由工控机、34套CD901温控仪、RS-232C/RS-485转换器、功率模块等组成。工控机对温控系统的温度设定及实时温度监测是采用RS-485通讯方式实现的,图7所示为温控系统的通讯控制过程。系统采用ASCII码传输模式,可以对设备地址、波特率、数据位和校验位等进行设定。本系统采用9600bps、1位起始位、8位数据位、无奇偶校验、1位停止位,ID地址范围为1~34。首先工控机发送EOT(04H)进行数据初始化,然后发送数据,表1表示工控机查询参数的数据格式。温控仪接收到数据后,便发出相应的响应数据,表2表示温控仪响应工控机查询过程的数据格式。表3表示工控机参数写入过程的数据格式,当温控仪接收到正确的参数写入命令后,则发出ACK(06H)响应信号;当接收到不正确的指令数据时,则发出NAK(15H)信号。其中Device address为温控仪的ID地址,STX(02H)表示开始控制字符,Identifier为操作符,DATA表示操作数据,ETX(03H)为数据结束字符,BCC为校验码(异或和)。 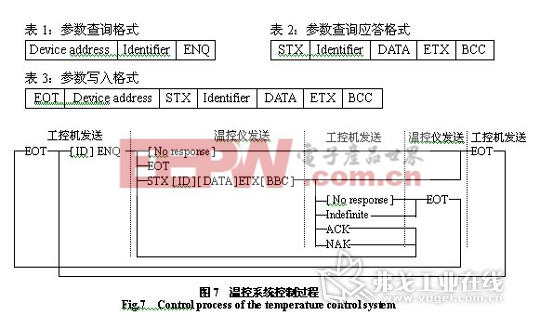
温度的设定与监测都要首先由工控机向温控仪发送数据,每批数据的发送均要占用一定的系统时间(约3ms)。由于CD901的通讯为应答式方式,因此不能只是不断地向温控仪发送数据,而应采取分时方式进行处理。为确保通讯过程的正常进行,用10ms的时间发送一帧数据,若通讯失败就重复发送,重复次数超过3次则认为通讯故障并报警。若发送成功,此时还不能立即发送第二帧数据,要等温控仪返回正确的通讯数据才可以继续发送新数据。工控机发送的数据指令含有ID地址,当数据发送成功后,只有符合指定ID地址的温控仪才会返回正确的应答数据,这样就可以根据工控机发送的ID号来鉴别是哪个温控仪返回的数据了。由于该RS-485通讯的波特率设置为9600bps,而温控系统惯性大,温度变化较慢,实际应用证明完全满足工程要求。
此外,考虑到温度设定过程的随机性特点,在本系统中建立了一个监控线程来专门监测设定温度值的变化情况,一旦设定值发生变化就将温度监测线程挂起,发送新的温度设定值,设定成功后继续恢复对实时温度值的监测。这样利用MFC自带的多线程功能,充分利用了Windows的多任务处理功能。多串口数据的接收也采用线程的方法,建立一个线程来监视串口是否有新的数据,一旦有新数据则将其保存,并继续监测串口。
3.3 测厚系统
BOPP薄膜测厚系统由两个独立部分组成,一个是前扫描测厚系统,用于测量薄膜厚片的厚度;另一个是后扫描测厚系统,用于测量成品膜的厚度。它们分别由IPC1和IPC2工控机进行测控,虽然它们地处生产线不同位置,且相对独立,但测量原理、基本功能及结构大致相似。均由V型扫描架、扫描驱动装置、控制器及扫描传感器等组成,在扫描架上装有自动/手动、扫描、退出、样品、参考等触点开关和方式、状态指示灯等,同时还配有电机用来驱动扫描传感器的往复运动等。
测厚系统软件采用VC编写,以充分利用其图形和对硬件接口的直接操作功能,软件系统分为系统管理模块和扫描工作模块两部分。系统管理模块主要用于系统参数的修改、显示测量曲线、复制图表、在线打印工作参数及控制扫描架工作状态等。扫描工作模块受系统管理模块控制,主要具有4种工作方式:扫描工作方式、退出扫描方式、参考工作方式和样品工作方式。图8所示为后扫描工作模块程序流程图。
BOPP薄膜生产线 CC-Link 现场总线 集散控制系统 相关文章:
- CC-LINK网络参数设置详解(12-19)
- CC-Link IE简介(12-19)
- CC-Link连接马自达产线机器人工作站发挥关键作用(12-19)
- 详解CC-Link现场总线(12-19)
- CC-Link现场总线及应用实例(12-16)
- 三菱CC-Link总线的应用实例(12-16)