机电产品在自动开袋机上成功应用
时间:09-29
来源:互联网
点击:
1 前言
随着人们生活水平的不断提高,对服装质量,缝纫工艺要求也越来越高;而传统缝纫机制造业长期的过度竞争,盈利能力大大下降;而以前开袋还停在手工阶段,生产效率低,质量不稳定;因此应客户需求和企业发展的需要,主要用于高档西服自动开袋的设备也就应运而生。在人工成本日益上涨的今天,为企业进一步发展增强了竞争力。图1为自动开袋机实物图。
2 开袋机介绍
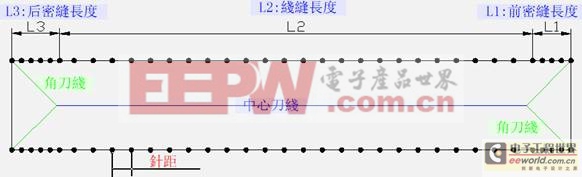
该机型机头由专用伺服马达驱动,以固定速度高速针缝。应用台达高性能EH2系列可编程控制器,通过高速脉冲控制台达ASD-B系列伺服马达以不同速度拖动大压脚送布,从而完成"密缝-线缝-密缝"、角刀、中心刀精确定位,再配合友好的操作界面及配方功能实现了袋盖、定长、循环不同工艺要求。相应关系如图2所示。
1),机头:工业缝纫机,专用伺服马达控制,额定转速2000RPM,具自动定针功能;
2),左右大压脚:将布料压于台面,由伺服马达拖动连续送布。并可防止布料缝缩,起皱;
3),左右袋盖压脚:将袋盖压紧,跟随大压脚运行;防止袋盖缝缩,起皱;
4),上下剪线:剪断上下线头;
5),角刀:分固定角刀和动角刀,动角刀由伺服拖动,保证开角位置;
6),中心刀:分固定中心刀和动中心刀,动中心刀由伺服拖动CONTROL ENGINEERING China版权所有,保证开袋长度;
7),卸料架:成型袋盖自动卸料;
8),十字激光灯:布料缝制基准定位;
9),激光电眼:袋盖感测;
10),夹线:保持线张紧及断线检测;
11),脚踏开关:驾车式设计:启动,停止右脚单脚控制;
3 控制系统:
3.1 设备配置
设备的电气规格如表1所示:
3.2 系统框图
系统框图如图3所示:
自动开袋机控制系统采用台达人机界面作为主站监控设备,利用人机界面DOP-B05S100的RS232通讯口。PLC主机DVP32EH00T2采用RS232通讯口与HMI设备连接,同时利用RS485通讯口与伺服驱动器ASD-B0421-A相连,伺服驱动器经由U、V、W端口控制伺服马达ECMA-30604ES,进而控制开袋机进行相应工艺操作。人机界面设定电机目标转速,读取电机实际转速。
4 系统控制流程及上位机操作画面:
原点回归前位->左右大压脚压合->贴边盖压脚压合->左右袋盖压脚压合->启动->伺服送布->激光电眼感应->缝纫机头启动->前密缝开始->动角刀移动->前密缝长度到达->动中心刀移动->线缝开始->激光电眼脱离->动中心刀移动停止->后密缝开始->后密缝长度到达->缝纫机头停止->动角刀移动停止->角刀上升开角线->角刀下降->伺服送布到后位->松开左右袋盖压脚->松开贴边盖压脚->松开左右大压脚->卸料;然后按启动周期循环。
其上位机操作画面如图4所示。
5 调试注意事项:
本机台机架结构简单,为了便于移动,采用带刹车脚轮支撑,刚性明显不足。而且在正常工作中www.cechina.cn,由于左右大压脚、角刀、中心刀汽缸相继压合松开,使得负载惯量周期波动,增加了伺服的控制难度。为了保证送布过程中速度平稳、线缝针距均匀控制工程网版权所有,伺服控制器的增益必须维持在一个较高的水平,但是由于几乎不允许出现任何的振动CONTROL ENGINEERING China版权所有,伺服控制系统的增益又不能够过大,否则在密缝-线缝-密缝过程中将会出现明显"跳针",所以必须在较高的速度、位置响应和平稳的速度控制之间寻找一个平衡点。
6 结束语
本系统主要控制组件全部采用台达机电产品,一体化的整合方案,既降低了设备的制造成本CONTROL ENGINEERING China版权所有,也大大提高了系统自动化程度和控制精度,充分体现了台达机电产品高性能和高性价比的特点,为客户赢得可观的经济效益。
[1] 台达DVP-PLC应用技术手册,台达内部资料 2007
[2] 台达DOP人机界面应用技术手册,台达内部资料 2007
[3] 变频器在工业中的选择与应用 刘继党等 科技信息 2009年第23期
随着人们生活水平的不断提高,对服装质量,缝纫工艺要求也越来越高;而传统缝纫机制造业长期的过度竞争,盈利能力大大下降;而以前开袋还停在手工阶段,生产效率低,质量不稳定;因此应客户需求和企业发展的需要,主要用于高档西服自动开袋的设备也就应运而生。在人工成本日益上涨的今天,为企业进一步发展增强了竞争力。图1为自动开袋机实物图。

2 开袋机介绍
该机型机头由专用伺服马达驱动,以固定速度高速针缝。应用台达高性能EH2系列可编程控制器,通过高速脉冲控制台达ASD-B系列伺服马达以不同速度拖动大压脚送布,从而完成"密缝-线缝-密缝"、角刀、中心刀精确定位,再配合友好的操作界面及配方功能实现了袋盖、定长、循环不同工艺要求。相应关系如图2所示。
1),机头:工业缝纫机,专用伺服马达控制,额定转速2000RPM,具自动定针功能;
2),左右大压脚:将布料压于台面,由伺服马达拖动连续送布。并可防止布料缝缩,起皱;
3),左右袋盖压脚:将袋盖压紧,跟随大压脚运行;防止袋盖缝缩,起皱;
4),上下剪线:剪断上下线头;
5),角刀:分固定角刀和动角刀,动角刀由伺服拖动,保证开角位置;
6),中心刀:分固定中心刀和动中心刀,动中心刀由伺服拖动CONTROL ENGINEERING China版权所有,保证开袋长度;
7),卸料架:成型袋盖自动卸料;
8),十字激光灯:布料缝制基准定位;
9),激光电眼:袋盖感测;
10),夹线:保持线张紧及断线检测;
11),脚踏开关:驾车式设计:启动,停止右脚单脚控制;
3 控制系统:
3.1 设备配置
设备的电气规格如表1所示:
型 号 | 数量 | 规 格 |
DOP-B05S100 | 1 | 人机界面5.6寸,65535色真彩 |
DVP32EH00T2 | 1 | 可编程控制器,200KHz高速脉冲; |
DVP08HN11R | 1 | 数字量扩展模块 |
ASD-B0421-A | 1 | B系列伺服驱动器,功率400w |
ECMA-30604ES | 1 | B系列伺服马达,功率400w |
系统框图如图3所示:

自动开袋机控制系统采用台达人机界面作为主站监控设备,利用人机界面DOP-B05S100的RS232通讯口。PLC主机DVP32EH00T2采用RS232通讯口与HMI设备连接,同时利用RS485通讯口与伺服驱动器ASD-B0421-A相连,伺服驱动器经由U、V、W端口控制伺服马达ECMA-30604ES,进而控制开袋机进行相应工艺操作。人机界面设定电机目标转速,读取电机实际转速。
4 系统控制流程及上位机操作画面:
原点回归前位->左右大压脚压合->贴边盖压脚压合->左右袋盖压脚压合->启动->伺服送布->激光电眼感应->缝纫机头启动->前密缝开始->动角刀移动->前密缝长度到达->动中心刀移动->线缝开始->激光电眼脱离->动中心刀移动停止->后密缝开始->后密缝长度到达->缝纫机头停止->动角刀移动停止->角刀上升开角线->角刀下降->伺服送布到后位->松开左右袋盖压脚->松开贴边盖压脚->松开左右大压脚->卸料;然后按启动周期循环。
其上位机操作画面如图4所示。

5 调试注意事项:
本机台机架结构简单,为了便于移动,采用带刹车脚轮支撑,刚性明显不足。而且在正常工作中www.cechina.cn,由于左右大压脚、角刀、中心刀汽缸相继压合松开,使得负载惯量周期波动,增加了伺服的控制难度。为了保证送布过程中速度平稳、线缝针距均匀控制工程网版权所有,伺服控制器的增益必须维持在一个较高的水平,但是由于几乎不允许出现任何的振动CONTROL ENGINEERING China版权所有,伺服控制系统的增益又不能够过大,否则在密缝-线缝-密缝过程中将会出现明显"跳针",所以必须在较高的速度、位置响应和平稳的速度控制之间寻找一个平衡点。
6 结束语
本系统主要控制组件全部采用台达机电产品,一体化的整合方案,既降低了设备的制造成本CONTROL ENGINEERING China版权所有,也大大提高了系统自动化程度和控制精度,充分体现了台达机电产品高性能和高性价比的特点,为客户赢得可观的经济效益。
[1] 台达DVP-PLC应用技术手册,台达内部资料 2007
[2] 台达DOP人机界面应用技术手册,台达内部资料 2007
[3] 变频器在工业中的选择与应用 刘继党等 科技信息 2009年第23期
PLC 人机界面 伺服马达 自动开袋机 工业缝纫机 相关文章:
- 嵌入式系统硬件平台的软件PLC实现方法(04-12)
- 利用数字信号控制器实现稳健的PLC通信(05-02)
- 基于Linux系统的软PLC设计(07-19)
- 基于VxWorks的嵌入式实时PLC设计(01-08)
- 基于AT89C51单片机的微型可编程控制器(04-23)
- 基于DSP的光纤监控网络系统方案(08-03)