现场总线技术在烟草加工自动化中的应用
时间:11-16
来源:互联网
点击:
现场总线是将智能化现场设备、自动化系统通过“总线”连在一起,实现互操作。它的出现,促进了现场设备的数字化和网络化,并且极大地加强了现场控制的功能,使过程控制系统具有开放性,并成为兼具测量、控制和过程诊断等综合能力的控制系统。
一、过程控制中现场总线的优越性
据有关资料显示,对现场总线项目的调查表明,同经典的各类电缆布线系统费用相比,平均节省开支40%。在小型设备中(约200I/0 点),价格优势达30%。
1、设计阶段。由于应用现场总线,设计人员可使用全集成的、十分方便的设计工具,使现场的仪表接入、配置、参数设置既方便又快捷;配备中央工程师站,所需各种数据可一次性输入,大幅度减少差错及工作量;可实现网上远程编程,集中监控;实时收集各种生产参数。
2、安装阶段。只需少量电缆就可取代原先的多束电缆,大大降低布线的错误。
3、调试阶段。参数设置、仿真运行等方面也使费用降低。
4、运行阶段。尤其在维护中,现场总线的方案也使错误识别、定位比较简单,备件库存种类大为简化;系统易于扩展,且不增加布线的麻烦。
另外,由于应用现场总线在系统配置中表现出更高的灵活性,系统性能也得以大幅提高,操作人员可以获得比传统的控制系统更多的性能。现场总线技术相对于传统的DCS系统所具有的优越性可归纳为:
(1)系统结构简化,成本显著降低;
(2)现场设备自治性加强,系统性能全面提高;
(3)提高了信号传输的可靠性和精度;
(4)真正实现全分散、全数字化的控制网络;
(5)用户始终拥有系统的集成权及功能宽展权。
二、常用的现场总线
1、Device Net
Device Net是开放型的、符合全球工业标准的通信网络,将底层设备如限位开关、光电开关、气动阀、电动机启动器、过程传感器、条形码阅读器、变频器、软启动器和操作员界面等和车间级控制器相连,无须通过硬线将它们与I/0 模块连接,从而减少导线的费用并方便安装。网络也为故障诊断和排除功能提供访问设备现场智能信息的能力。
Device Net基于生产者/客户模式通信模式。其中,数据是通过它本身的内容而不是它的数据源和目的来识别的。需要数据的设备(用户)辨别这些数据,然后再接受它。
Device Net系统可容纳64个节点,允许用户用一根电缆连接距离500m的设备并远至用户的可编程器,无需用导线把每个设备和一个I/O机架连接起来。
电子数据表格或EDS文件以ASCⅡ文件格式存储着设备的详细信息,其中包括I/O数据大小和设备组态参数。
2、PROFIBUS-DP
PROFIBUS-DP是一种经过优化的高速和便宜的通信连接,专为自控系统与分散的I/O设备之间通信使用。
PROFIBUS-DP采用主-从方式工作系统。包括一个独立主站(PLC)和一些从站。当系统运行时,主站按顺序访问每个从站。在一个系统中可有多个主站,通过令牌来分配系统。
PROFIBUS-DP使用基于RS485标准的物理层。是一个抗电磁干扰的两线差分系统。其最高速度为12Mbps,从/ 7- 到自控装置的信号传输仅为毫秒级。即使在严重干扰或远距离的环境下,PROFIBUS-DP现场总线均能保持良好的工作状态。
PROFIBUS-DP系统可容纳大量I/O点。每个系统最多可有126个节点,数千个模拟量和数字量。PROFIBUS-DP符合欧洲标准EN 50170, 与其他公司的产品通用性很强。
三、ET 200S
1、通用性
ET 200S提供多种模块,具有良好的通用性。通过将电子模块与负载馈电器和安全技术相结合,以及系统的离散设计使ET 200S在现场应用中适于更多有不同功能要求的场合。并且ET 200S可用于任何标准PROFIBUS主站。电动机的控制与动力线路都集成在负载馈电器的模块中,使分布式I/O从站不仅可用于常见开关量(光电、接近开关等),也可用于电动机控制, 使整个系统除CPU和人机操作界面外全部分布在现场。
2、节省总硬件成本
整个系统采用标准安全技术,可节省80%的接线。ET 200S设计紧凑、模块间无安装间隙、减少电缆通道和消除端子组件,可使开关柜或端子箱节省更多空间。
3、组态容易
由于采用位模块化方法,组态更加快速容易,扩展和修改也简便易行。
4、智能管理
ET 200S具有强大的诊断功能,可迅速将故障点定位到模块。
5、高可用性
电子模块在运行过程中不需任何工具就可更换,其余ET 200S模块则不受影响(即“热插拔”功能)。
四、传统PLC控制方式的缺点
在我国卷烟行业中,目前多数使用传统PLC完成制丝线或打叶复烤线的分段控制,仍是DCS系统的一种变形。即将整个加工流水线按不同的功能划分为若干工段,每个工段的设备由一组以PLC为主控制器的电控柜控制,该工段的所有测控元件都须将其信号线引至PLC电控柜,各PLC电控柜间的信号联系通过多芯信号电缆完成。PLC间可相互交换的信息十分有限, 尤其不能交换模拟量及其他比位(Bit)的长度宽的信息,PLC之间基本上是封闭的,无法为管理层提供数据信息报告。
此外,各PLC电控柜采用集中控制方式,测控元器件及电动机的动力电缆都无法减少,用户仍需在控制系统之外额外开销电缆及电缆桥架费用;因电缆及电控柜内元器件数量众多,增加维护工作量及费用;更换柜内元器件及PLC模板需停机进行。
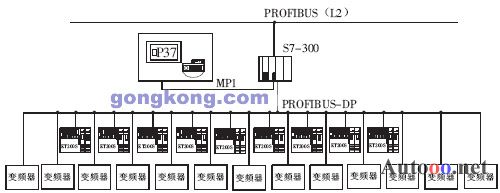
图1 六组双层贮丝柜电控系统网络拓扑图
五、应用情况
济南卷烟厂六台双层贮丝柜配电控制系统在国内烟草行业制丝线电控中率先采用全分布式控制模式, 使用ET 200S及SIEMENS变频器挂PROFIBUS-DP网(见图1),实现对六组双层贮丝柜及其相关设备的控制。济南卷烟厂六组双层贮丝柜控制系统现已调试成功并投入正常运行。
一、过程控制中现场总线的优越性
据有关资料显示,对现场总线项目的调查表明,同经典的各类电缆布线系统费用相比,平均节省开支40%。在小型设备中(约200I/0 点),价格优势达30%。
1、设计阶段。由于应用现场总线,设计人员可使用全集成的、十分方便的设计工具,使现场的仪表接入、配置、参数设置既方便又快捷;配备中央工程师站,所需各种数据可一次性输入,大幅度减少差错及工作量;可实现网上远程编程,集中监控;实时收集各种生产参数。
2、安装阶段。只需少量电缆就可取代原先的多束电缆,大大降低布线的错误。
3、调试阶段。参数设置、仿真运行等方面也使费用降低。
4、运行阶段。尤其在维护中,现场总线的方案也使错误识别、定位比较简单,备件库存种类大为简化;系统易于扩展,且不增加布线的麻烦。
另外,由于应用现场总线在系统配置中表现出更高的灵活性,系统性能也得以大幅提高,操作人员可以获得比传统的控制系统更多的性能。现场总线技术相对于传统的DCS系统所具有的优越性可归纳为:
(1)系统结构简化,成本显著降低;
(2)现场设备自治性加强,系统性能全面提高;
(3)提高了信号传输的可靠性和精度;
(4)真正实现全分散、全数字化的控制网络;
(5)用户始终拥有系统的集成权及功能宽展权。
二、常用的现场总线
1、Device Net
Device Net是开放型的、符合全球工业标准的通信网络,将底层设备如限位开关、光电开关、气动阀、电动机启动器、过程传感器、条形码阅读器、变频器、软启动器和操作员界面等和车间级控制器相连,无须通过硬线将它们与I/0 模块连接,从而减少导线的费用并方便安装。网络也为故障诊断和排除功能提供访问设备现场智能信息的能力。
Device Net基于生产者/客户模式通信模式。其中,数据是通过它本身的内容而不是它的数据源和目的来识别的。需要数据的设备(用户)辨别这些数据,然后再接受它。
Device Net系统可容纳64个节点,允许用户用一根电缆连接距离500m的设备并远至用户的可编程器,无需用导线把每个设备和一个I/O机架连接起来。
电子数据表格或EDS文件以ASCⅡ文件格式存储着设备的详细信息,其中包括I/O数据大小和设备组态参数。
2、PROFIBUS-DP
PROFIBUS-DP是一种经过优化的高速和便宜的通信连接,专为自控系统与分散的I/O设备之间通信使用。
PROFIBUS-DP采用主-从方式工作系统。包括一个独立主站(PLC)和一些从站。当系统运行时,主站按顺序访问每个从站。在一个系统中可有多个主站,通过令牌来分配系统。
PROFIBUS-DP使用基于RS485标准的物理层。是一个抗电磁干扰的两线差分系统。其最高速度为12Mbps,从/ 7- 到自控装置的信号传输仅为毫秒级。即使在严重干扰或远距离的环境下,PROFIBUS-DP现场总线均能保持良好的工作状态。
PROFIBUS-DP系统可容纳大量I/O点。每个系统最多可有126个节点,数千个模拟量和数字量。PROFIBUS-DP符合欧洲标准EN 50170, 与其他公司的产品通用性很强。
三、ET 200S
1、通用性
ET 200S提供多种模块,具有良好的通用性。通过将电子模块与负载馈电器和安全技术相结合,以及系统的离散设计使ET 200S在现场应用中适于更多有不同功能要求的场合。并且ET 200S可用于任何标准PROFIBUS主站。电动机的控制与动力线路都集成在负载馈电器的模块中,使分布式I/O从站不仅可用于常见开关量(光电、接近开关等),也可用于电动机控制, 使整个系统除CPU和人机操作界面外全部分布在现场。
2、节省总硬件成本
整个系统采用标准安全技术,可节省80%的接线。ET 200S设计紧凑、模块间无安装间隙、减少电缆通道和消除端子组件,可使开关柜或端子箱节省更多空间。
3、组态容易
由于采用位模块化方法,组态更加快速容易,扩展和修改也简便易行。
4、智能管理
ET 200S具有强大的诊断功能,可迅速将故障点定位到模块。
5、高可用性
电子模块在运行过程中不需任何工具就可更换,其余ET 200S模块则不受影响(即“热插拔”功能)。
四、传统PLC控制方式的缺点
在我国卷烟行业中,目前多数使用传统PLC完成制丝线或打叶复烤线的分段控制,仍是DCS系统的一种变形。即将整个加工流水线按不同的功能划分为若干工段,每个工段的设备由一组以PLC为主控制器的电控柜控制,该工段的所有测控元件都须将其信号线引至PLC电控柜,各PLC电控柜间的信号联系通过多芯信号电缆完成。PLC间可相互交换的信息十分有限, 尤其不能交换模拟量及其他比位(Bit)的长度宽的信息,PLC之间基本上是封闭的,无法为管理层提供数据信息报告。
此外,各PLC电控柜采用集中控制方式,测控元器件及电动机的动力电缆都无法减少,用户仍需在控制系统之外额外开销电缆及电缆桥架费用;因电缆及电控柜内元器件数量众多,增加维护工作量及费用;更换柜内元器件及PLC模板需停机进行。
图1 六组双层贮丝柜电控系统网络拓扑图
五、应用情况
济南卷烟厂六台双层贮丝柜配电控制系统在国内烟草行业制丝线电控中率先采用全分布式控制模式, 使用ET 200S及SIEMENS变频器挂PROFIBUS-DP网(见图1),实现对六组双层贮丝柜及其相关设备的控制。济南卷烟厂六组双层贮丝柜控制系统现已调试成功并投入正常运行。
- 工业现场总线技术在高炉系统上的应用(12-21)
- DeviceNet现场总线技术在化工行业的应用(12-21)
- 基于现场总线技术的烟厂锅炉控制系统的设计(12-20)
- 从现场总线技术看电磁流量计智能卡的设计(12-20)
- 基于MODBUS现场总线技术的电力仪表远程通讯软件开发(12-19)
- 现场总线技术的特点(12-19)