DeviceNet现场总线技术在化工行业的应用
引言
DeviceNet 是20 世纪90 年代中期发展起来的一种基于控制器区域网络(Controller Area Network,CAN)技术的开放型、符合全球工业标准的低成本、高性能的通信网络。通过一个开放的网络,将底层的设备直接和车间级控制器相连,无需通过硬接线将它们与I /O 模块相连,世界范围的150 多个供货商积极支持开放式设备网供货商协会的网络。为客户降低安装成本、缩短安装周期、减少停机时间。DeviceNet 最初由美国Rockwell公司开发应用,2002 年10 月,DeviceNet 被批准为中国国家标准GB /T18858.3-2002,并于2003.4.1起实施。
目前,DeviceNet 技术主要应用于设备级网络,它将工业设备(如:限位开关、光电传感器、阀组、电机起动器、过程传感器、变频驱动器、面板显示器和操作员接口等) 连接到网络,消除了昂贵的硬接线成本。传输速率为125 ~ 500 kb /s。直接互连性改善了设备间的通信,并同时提供了相当重要的设备级诊断功能,这是通过硬接线I /O接口很难实现的。本文介绍了DeviceNet 现场总线技术在化工行业的汽车涂料生产过程中的应用。
1 DeviceNet 现场总线特点
DeviceNet 现场总线在提供多供货商同类部件间的可互换性的同时,减少了配线和安装工业自动化设备的成本和时间。DeviceNet 的直接互连性不仅改善了设备间的通信,而且同时提供了相当重要的设备级诊断功能,这是通过硬接线I /O接口很难实现的。DeviceNet 是一个开放式网络标准。规范和协议都是开放的,厂商将设备连接到系统时,无需购买硬件、软件或许可权。DeviceNet 技术特点有以下几方面:
(1) 最大64 个节点。
(2) 125 kb /s ~ 500 kb /s 通信速率。
(3) 点对点、多主或主/从通信。
(4) 可带电更换网络节点,在线修改网络配置。
(5) 采用CAN 物理层和数据链路层规约,使用CAN 规约芯片,得到国际上芯片制造商的支持。
(6) 支持选通、轮询、循环、状态变化和应用触发的数据传送。
(7) 低成本、高可靠性的数据网络。
(8) 既适合于连接底端工业设备,又能连接像变频器、操作终端这样的复杂设备。
(9) 采用无损位仲裁机制实现按优先级发送信息。
(10) 具有通信错误分级检测机制、通信故障的自动判别和恢复功能。
2 汽车涂料生产系统组成
一个完整的DeviceNet 网络由以下几部分组成:
(1) 多台冗余的主控器(PLC 或PC)。
(2) 现场输入/输出模块:用于连接工业控制系统中的各种现场装置,如:传感器、按钮、指示灯、阀门、变送器等,产品包括可直接安装在恶劣工业环境的IP67 防护等级的输入/输出模块和适合安装在操作台和控制柜中的IP20 防护等级的输入/输出模块。
(3) 其他现场装置:变频器、人机界面等复杂的现场装置,可以通过独立的DeviceNet 接口连接到现场总线上,以获取更多的信息。
(4)电缆及网络附件:各种总线电缆、辅助电源电缆、连接现场输入/输出装置的电缆和接插件、无源多端口接线盒、总线T 型头、电源T 型头、终端电阻等。
由于DeviceNet 设备网是基于生产者和消费者网络模式,它使控制数据能够同时到达网上的各个站点单元,网络利用率高;它允许状态变化的报文发送,可以实现更快的响应,有效地减少了网络通信量。周期性的报文发送、对等通信、允许数据和状态信息在设备间进行交换,作为优化工业控制网络技术———netlinx 的底层网络( 也称设备层网络或总线),DeviceNet 现场总线的开放性、低廉性、可靠性、高效性的优点特别适合于高实时性要求的工业现场的底层设备控制。这些优点都为更高的生产率提供了有力保障。
由于行业特性的要求,化工行业的汽车涂料生产需要与称重系统、压缩空气系统、氮气系统、MCC变频器、现场操作显示屏等多套辅助系统进行信号传输和实时监控。具体结构框图如图1 所示。
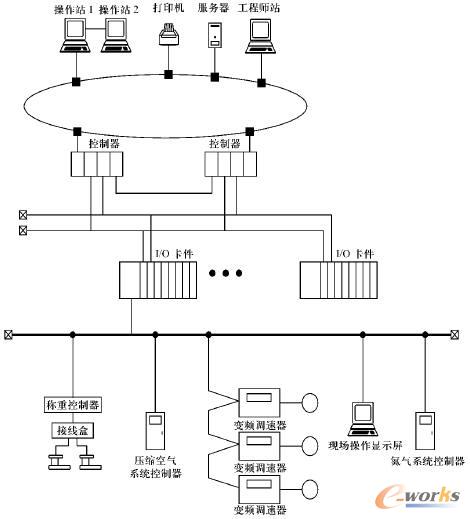
图1 汽车涂料生产系统框图
2.1 汽车涂料生产系统特点
汽车涂料生产所有现场生产设备的工作状态、工作参数、故障信息等均通过DeviceNet 网络传送至位于中控室的控制器;控制器对现场生产设备实施的各种控制也是通过DeviceNet 网络进行的。系统连接到EtherNet 上的监视计算机应用组态软件DeviceNet Manager,以丰富的文字、形象的图形显示各生产设备的运行状态、运行参数,自动弹出故障报警画面、记录故障点、调出相关的控制程序及电控图纸,也可进行生产信息的自动记录、统计管理等,并可将报警信息( 故障点、故障原因、故障时间等) 传送至维修部门的远程终端上,而且可通过连接到EtherNet 上的控制器控制生产线的起停、改变控制参数等。系统通过远程I /O 系统在
DeviceNet现场总线技术化工行 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)