黄河供水工程净水厂综合自动化控制系统
1 引言
大同市黄河给水工程净水厂设计规模为40×104m3/d,厂址位于大同市南郊区口泉乡堡子店村和辛寨村。根据城市集中供水和服务城市生活和生产用水的性质,水质目标执行国家颁布的现行标准GB5749-2006《生活饮用水卫生标准》,为满足用户终端水质低于1.0NTU的浊度要求,此水厂的出厂水浊度要求低于0.5NTU。和利时公司作为自控系统承包商,不仅要配合其他专业达到净水厂的出水要求,完成此水厂的综合自动化控制系统,还要将LK系列PLC与其他品牌PLC、控制软件和仪表充分融合,达到无缝衔接。
2 净水厂的水处理工艺
大同市黄河给水工程净水厂净水处理工艺为“沉淀过滤+臭氧活性炭”,处理后水泵送至城市管网。如图1所示。废水处理工艺为“重力浓缩池+板框压滤机”,脱水后含水率低于40%的泥沙由车辆运输至12km外已经建成的城南垃圾处理厂集中处理。净水厂内主要设置调流及安全阀间、格栅配水车间、混合絮凝沉淀池、V型滤池、鼓风机及反冲洗水泵房、清水池、送水泵房、加氯间、加药间、粉末活性炭和高锰酸钾投加间、沉淀池排泥水调节水池、泥沙浓缩车间、泥沙脱水间及变配电间、滤池回收水池等构建筑物。净水厂内同时考虑中间提升及臭氧接触池、炭滤池车间、臭氧发生车间等深度处理系统构建筑物。
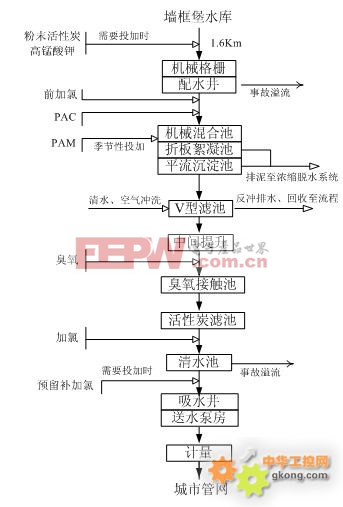
图1 净水处理工艺
3 净水厂自控系统的设计
大同市黄河给水工程净水厂综合自动化控制系统由中央监控计算机、服务器、工业以太网及各控制子站组成,如图2所示。中央监控计算机通过通讯适配器与工业以太网相连,配置实时监控软件,实现对生产现场设备状态的实时监测、远程控制、生产过程数据存储分析、报表报警打印等功能。
中央监控室配置2套冗余热备的中控监控主机、3台操作员站,光纤网通讯接口适配器、生产过程数据服务器、管理主服务器、管理数据服务器、工程师站、报表打印机和事故报警打印机,DLP投影组合,中央控制台,不间断电源(UPS)等。
通讯网络采用10M/100Mbps工业以太网,主干网为光纤环网,控制站下一级为链型分支。
各控制子站采用PLC控制系统,根据水厂的生产管理、工艺流程和构筑物位置分布特点,在生产现场设置8个现场PLC控制站(1#PLC~8#PLC),59个现场ECU控制单元(ECU101、ECU201~ ECU234、ECU401~ ECU424)。 各现场PLC控制站分配如表1所示。
表1 PLC控制站功能分配
控制站序号 | 构筑物位置 | 功能分配 |
1#PLC | 加药间 | 监控范围为调流及安全阀间、格栅配水车间、加药间、锅炉房的设备及仪表。 |
ECU101 | 格栅配水车间 | 监控范围为调流及安全阀间、格栅配水车间设备及仪表。 |
2#PLC | 净水车间 | 监控范围为净水车间的设备及仪表。 |
ECU201 ~ECU203 | 净水车间综合用房 | 监控范围为1#~3#反冲洗离心水泵、电动蝶阀及压力变送器。 |
ECU204~ECU206 | 净水车间综合用房 | 监控范围为1#~3#气反冲鼓风机及压力变送器。 |
ECU207~ ECU210,ECU221~ ECU224 | 1#~8#单座沉淀池 | 监控范围为1#~8#单座沉淀池的设备及仪表。 |
ECU211~ ECU220,ECU225~ ECU234 | 1#~20#单格滤池 | 监控范围为1#~20#单格滤池的设备及仪表。 |
3#PLC | 臭氧车间 | 监控范围为臭氧车间、中间提升及臭氧接触池、炭库的设备及仪表。 |
4#PLC | 活性炭滤池车间 | 监控范围为活性炭滤池车间的设备及仪表。 |
ECU401~ ECU403 | 活性炭滤池车间 | 监控范围为1#~3#反冲洗离心水泵、电动蝶阀及压力变送器。 |
ECU404~406 | 活性炭滤池车间 | 监控范围为1#~3#气反冲鼓风机及压力变送器 |
ECU407~ ECU424 | 1#~18#单格炭滤池 | 监控范围为1#~18#单格炭滤池的设备及仪表。 |
5#PLC | 送水泵房 | 监控范围为清水池、吸水井、送水泵房、出厂水流量计井等设备及仪表。 |
6#PLC | 加氯间 | 监控范围为加氯间的设备及仪表。 |
7#PLC | 高锰酸钾和粉末活性炭投加间 | 监控范围为高锰酸钾和粉末活性炭投加间、进厂水流量计井的设备及仪表。 |
8#PLC | 泥沙脱水间 | 监控范围为泥沙脱水间变配电间、泥沙浓缩车间、沉淀池排泥水调节池、滤池反冲洗回收水池等的设备及仪表。 |

图2 系统结构图
4净水厂自控系统的特点
大同市黄河给水工程净水厂的自控系统融合了和利时公司的LK系列PLC、AB公司的ControLogix系列PLC、亚控科技的KingSCADA3.0上位组态软件及哈希、 E+H 、科隆等厂家的在线仪表等。PLC控制系统作为整个自控系统的核心部分,具有以下特点。
(1)高性能
系统组件的设计符合真正的工业等级,控制系统能在严格的工业环境下长期、稳定地运行,尽可能降低控制系统故障风险,保证能源收益,确保水厂7×24小时的不间断供水服务。
LK系列PLC配置了工业级的处理器,其主频可以达到533MHz,同时具有纳秒级的处理速度,单条指令最快可以达到13ns的处理速度;具有大容量
- 现场总线控制系统在净水厂普通快滤池的应用(11-12)
- 自动化控制系统网络技术的发展(12-20)
- 西门子自动化控制系统在汽车生产线中的应用(12-13)
- 自动化控制系统中屏蔽接地的应用探讨(02-26)
- 探析现场总线技术在自动化控制系统中的应用(05-13)
- 组态软件应用于无线传输的供水自动化控制系统(12-05)