基于PC机和单片机的激光加工机控制系统
 在上述程序中,DJAA程序是电机的正转子程序,DJFA程序是电机的反转子程序,相位控制串依次存在以TAB为首地址的存储空间。正转时,相位值加“1”,从-1到9循环变化,将电机相序按正转方向送出,以实现电机正转;反转时犷相位值减“1”,从10到0循环变化,将电机相序按反转方向送出,以使电机反转。
在上述程序中,DJAA程序是电机的正转子程序,DJFA程序是电机的反转子程序,相位控制串依次存在以TAB为首地址的存储空间。正转时,相位值加“1”,从-1到9循环变化,将电机相序按正转方向送出,以实现电机正转;反转时犷相位值减“1”,从10到0循环变化,将电机相序按反转方向送出,以使电机反转。
3.2 单片机8031工作程序框图
3.2.1 主程序框图
主程序框图如画5所示 
初始化子程序框图,如图6所示。其中,置电机相序是将静止的电机锁定在指定的相序,加工速度是由用户在实际加工过程中,根据激光器的功率,加工工件的衬料随时设定的,由PC机输入,再由PC机传送给单片机。 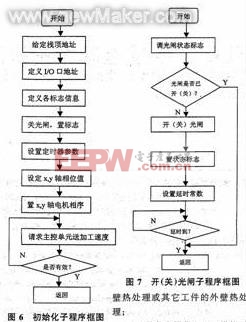
开(关)光闸子程序框图如图7所示。激光器的光闸是气动元件来开(关)的,所以开(关)的信号送出后,需要一段延时,以确保光闸完全开(关)后,再进行其他的操作。注意:对同一激光器,开光闸和关光闸的延时是不一样的,对不同的激光器,延时也是不一样的,需作调整。
4 结束语
本控制系统已经与青岛中发激光技术有限公司的GLS-Ⅱ型激光热处理机、GLS-Ⅲ型多功能加工机配套,实践证实了其控制是可靠的,其工作是稳定的。该控制系统具备下列功能:
(1)可完成要用激光加工的汉字、图形的编辑功能,采用全屏幕编辑,直观、方便,具备编辑信息的无级缩放功能;
(2)汉字系统使用矢量字库,可根据用户需要提供楷体、黑体、仿宋体、宋体、魏碑等十几种字库、国标汉字;
(3)具有对平面图(直线、斜线、圆、圆弧、椭圆、双曲线、正余弦曲线、螺旋线)的编辑功能,用户可根据需要进行修改、处理,可作精度修改(内外缘);
(4)该系统中的网络加工功能,可专用于汽车发动机配套的内;
(5)具备在屏幕上开环模拟显示激光光点移动轨迹的功能,在加工过程中,具备显示激光光点的实际位置的功能,这样可使用户监视系统的运行,如果有偏移或异常发生,可即时实行补救措施,确保系统的准确度;
(6)由于系统图形和文字编辑功能完善,精确度高(角精度为0.0375度,线精度为0.0lmm),可适应于广告业、装演业、各种轴、法兰、套类零件的加工以及模具加工等行业。
另外,由于本系统的图形和文字编辑功能完善,精确度高,完全可以应用于线切割,模具加工等机械的控制。(end)
- DSP与PC机的无线交换调制模块设计(09-17)
- DSP 与PC 机串行通讯的设计(01-13)
- 基于PIC32单片机的新型LED点阵显示控制系统设计(10-01)
- 与PC机间串行通信的实现(12-21)
- PC机与PLC的串行通信通过Modbus TCP协议实现(12-19)
- RS232串口通信的应用(12-16)