遮阳板总成撕开力数显检测仪
时间:08-05
来源:互联网
点击:
在汽车生产过程中,作为内饰件之一的遮阳板,是必不可少的。优质的遮阳板能够为驾驶者提供舒适性和安全性。在遮阳板总成工艺流程中,其中一道工序就是将上/下包皮放入电热恒温箱加热,温度为50~80℃,取下包皮放在热合模上,再将粘合后的泡沫塑料衬板放上,然后将上包皮放在泡沫衬板上进行封口。要求30mm 长度热合接缝承受拉力不小于50N,精确到1N。
1 方案的分析和确立
通过到生产现场的了解和对工件的掌握,查阅相关的技术资料,得到如下三种方式的测量方案:
1.1 弹簧秤法
弹簧秤法,即:将工件定位、夹紧,利用弹簧秤的机械结构进行检测。此种方法的优点是读数直观,便于判断;缺点是弹簧回复性差,刻线显示精度低,不能满足检测要求。
1.2 挂砝码法
挂砝码法,即:在检验夹具的结构中,增加一个定滑轮,悬挂定值砝码测量。这种方法的优点是检测结果准确;缺点是用临界值测量,没有量的显示,不直观。
1.3 机电结合法
机电结合法 ,即:将MCS-51 单片机的应用技术引入到检验夹具的设计当中。此方法综合前述两种测量方案的优点,既能对测量过程进行实时跟踪,又能做到测量力的最大值保持。
综上所述,采用了机电结合的设计方案,见图2。
遮阳板总成撕开力数显检测仪的设计分为机械和电气两个部分。
2.1 机械部分
机械部分由定位机构、夹紧机构、测量机构以及支架等辅助部分组成。
2.1.1 定位机构
定位机构包括固定夹板、活动夹板、滚珠滑板、推力器等部件。在夹板的表面,增加保护层,避免与工件接触时划伤工件;滚珠滑板采用单V 型加平面的三个滚珠的结构,V 型确定了滑板的运动方向,滚珠保证了运动的轻便与灵活;推力器具有调整环节,确保定位机构在适当的位置,夹持工件,更好的起到定位作用。
2.1.2 夹紧机构
夹紧机构由左右相同的两个部件组成,分为三个部分,即:夹紧托架、弹力回复夹头、夹紧器。在这一环节,主要考虑夹紧力和夹头与工件的摩擦系数,产生足够的摩擦力,保证工件在测量过程中,无相对位移,测量结果正确。
2.1.3 测量机构
测量机构安装在定位机构的上方,分为左右两部分:左侧是预紧部分,采用了丝杠滑块运动结构;右侧是测量部分,采用了两个THK 直线轴承运动部件,通过支架和传感器联结成一个整体,由丝杠螺母结构控制测量动作,同时,将传感器的信号传入到数显装置,进行数据处理。
另外,根据现场工作环境的要求和外观质量的需要,设计了相应的辅助部分。
2.2 电气部分
电气部分由信号接收和数据处理两部分组成。
2.2.1 信号接收
这部分主要是传感器的选择。通过对工作环境、测量量程、分辨率(精度)、性价比等因素的分析,选择传感器的各项参数,确定传感器的使用型号。
2.2.2 数据处理
数据处理即数显装置的设计,包括机箱设计和电路设计两部分。机箱设计主要考虑显示、操作功能和外观质量;电路设计包括:稳压电路、放大电路、A/D 转换、单片机应用电路四个部分。
电气部分工作框图如图3 所示,传感器将采集到的信号传送到放大电路,再将放大后的信号经模数转换,转变为数字信号,进入单片机,按程序流程,最终输出显示。
由前面的阐述可知,误差也分为机械和电气两个部分。
2.3.1 机械部分误差
机械部分误差,主要是由机械结构自身的特性产生的,一部分来自于加工制造、装配的精度,另外是运动部件在运动中产生的摩擦力。这两方面对测量结果均有影响,前者可以通过严格要求,减小产生的误差;后者,考虑运动的情况,采用纯滚动运动方式,降低摩擦系数,同时提高运动接触面的表面质量。
2.3.2 电气部分误差
电气部分误差,主要是电子元件在工作状态的热稳定性。选择合格的电子元件,使其构成的电路工作在线性区内,消除零飘,增加抗干扰环节,使得电气部分误差可以忽略。
2.3.3 误差的消除
根据电子技术的特殊功能,调整输出显示的示值,校验机电结合后的检测仪的系统误差,通过示值标定的方式,消除系统误差。因而,误差可视为零。
3 应用效果
经过对制造和使用过程的跟踪服务,遮阳板总成撕开力数显检测仪实现了对工件撕开力的准确测量,达到了实时跟踪和最大值保持两种方式显示测量力,自动进行检测结果合格提示。测量节拍为1 件/min,显示精度0.1N,稳定度为0.1N,满足了生产的工艺技术要求。(end)

图1 遮阳板
1 方案的分析和确立
通过到生产现场的了解和对工件的掌握,查阅相关的技术资料,得到如下三种方式的测量方案:
1.1 弹簧秤法
弹簧秤法,即:将工件定位、夹紧,利用弹簧秤的机械结构进行检测。此种方法的优点是读数直观,便于判断;缺点是弹簧回复性差,刻线显示精度低,不能满足检测要求。
1.2 挂砝码法
挂砝码法,即:在检验夹具的结构中,增加一个定滑轮,悬挂定值砝码测量。这种方法的优点是检测结果准确;缺点是用临界值测量,没有量的显示,不直观。
1.3 机电结合法
机电结合法 ,即:将MCS-51 单片机的应用技术引入到检验夹具的设计当中。此方法综合前述两种测量方案的优点,既能对测量过程进行实时跟踪,又能做到测量力的最大值保持。
综上所述,采用了机电结合的设计方案,见图2。
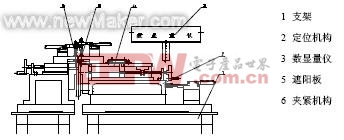
图 2
遮阳板总成撕开力数显检测仪的设计分为机械和电气两个部分。
2.1 机械部分
机械部分由定位机构、夹紧机构、测量机构以及支架等辅助部分组成。
2.1.1 定位机构
定位机构包括固定夹板、活动夹板、滚珠滑板、推力器等部件。在夹板的表面,增加保护层,避免与工件接触时划伤工件;滚珠滑板采用单V 型加平面的三个滚珠的结构,V 型确定了滑板的运动方向,滚珠保证了运动的轻便与灵活;推力器具有调整环节,确保定位机构在适当的位置,夹持工件,更好的起到定位作用。
2.1.2 夹紧机构
夹紧机构由左右相同的两个部件组成,分为三个部分,即:夹紧托架、弹力回复夹头、夹紧器。在这一环节,主要考虑夹紧力和夹头与工件的摩擦系数,产生足够的摩擦力,保证工件在测量过程中,无相对位移,测量结果正确。
2.1.3 测量机构
测量机构安装在定位机构的上方,分为左右两部分:左侧是预紧部分,采用了丝杠滑块运动结构;右侧是测量部分,采用了两个THK 直线轴承运动部件,通过支架和传感器联结成一个整体,由丝杠螺母结构控制测量动作,同时,将传感器的信号传入到数显装置,进行数据处理。
另外,根据现场工作环境的要求和外观质量的需要,设计了相应的辅助部分。
2.2 电气部分
电气部分由信号接收和数据处理两部分组成。
2.2.1 信号接收
这部分主要是传感器的选择。通过对工作环境、测量量程、分辨率(精度)、性价比等因素的分析,选择传感器的各项参数,确定传感器的使用型号。
2.2.2 数据处理
数据处理即数显装置的设计,包括机箱设计和电路设计两部分。机箱设计主要考虑显示、操作功能和外观质量;电路设计包括:稳压电路、放大电路、A/D 转换、单片机应用电路四个部分。
电气部分工作框图如图3 所示,传感器将采集到的信号传送到放大电路,再将放大后的信号经模数转换,转变为数字信号,进入单片机,按程序流程,最终输出显示。

图 3
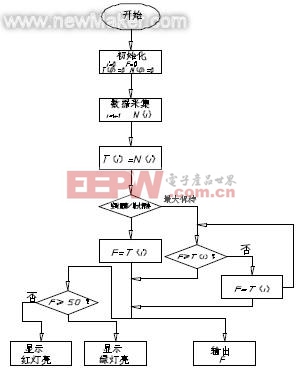
图 4
由前面的阐述可知,误差也分为机械和电气两个部分。
2.3.1 机械部分误差
机械部分误差,主要是由机械结构自身的特性产生的,一部分来自于加工制造、装配的精度,另外是运动部件在运动中产生的摩擦力。这两方面对测量结果均有影响,前者可以通过严格要求,减小产生的误差;后者,考虑运动的情况,采用纯滚动运动方式,降低摩擦系数,同时提高运动接触面的表面质量。
2.3.2 电气部分误差
电气部分误差,主要是电子元件在工作状态的热稳定性。选择合格的电子元件,使其构成的电路工作在线性区内,消除零飘,增加抗干扰环节,使得电气部分误差可以忽略。
2.3.3 误差的消除
根据电子技术的特殊功能,调整输出显示的示值,校验机电结合后的检测仪的系统误差,通过示值标定的方式,消除系统误差。因而,误差可视为零。
3 应用效果
经过对制造和使用过程的跟踪服务,遮阳板总成撕开力数显检测仪实现了对工件撕开力的准确测量,达到了实时跟踪和最大值保持两种方式显示测量力,自动进行检测结果合格提示。测量节拍为1 件/min,显示精度0.1N,稳定度为0.1N,满足了生产的工艺技术要求。(end)
- 支持网络传感器的嵌入式操作系统设计(11-10)
- 一种基于DSP的张力、深度、速度测量系统(04-15)
- 基于TMS320F2812的DSP控制器设计及应用(04-15)
- 基于DSP的数字式MEMS加速度传感器的设计与应用(04-17)
- 基于ADSP-BF533的家庭安全系统设计(03-26)
- 基于MSP430单片机的电子汽车限速器的研究(08-20)