基于S7-400的污水厂SCADA解决方案
图 3格栅机的控制流程图 图4 提升泵控制流程图 4.2 plc2站 图5 plc2站组态图 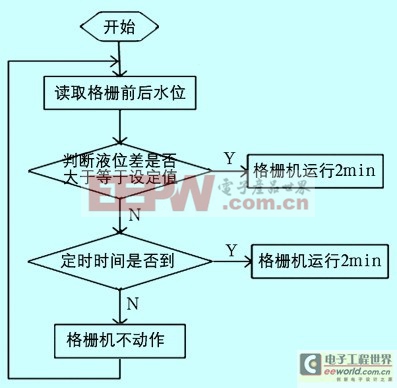
对提升泵的控制是根据液位的高低决定泵的启停,其控制流程图如图4所示。
plc2站主要负责厌氧池配水井、厌氧池和氧化沟等构筑物上的设备数据的采集、现场控制柜的操作以及电动闸门的开启。本站对各个电动闸门一般采取就地控制或者是远程控制,只有对氧化沟上的do含量的控制实现了自动控制。同时对于其它参数如nh3-n、ss、氧化还原电位、液位、温度等实现了自动采集并通过plc上传中控室。本站主要配备3个扩展机架、1块cpu414-3dp模块、3块ps407 10a电源模块、1块cp 443-1通讯处理器、3块im 460-0接口模块、20个16路di模块、9个16路do模块、4个8路ai模块、1个8路ao模块。其组态图如图5所示。 
4.3 plc3站
plc3站负责二沉池、接触池、加氯间、储泥池和脱水间,这些构造物上各种设备的启停,数据的采集和传输。主要内容包括:对刮稀泥机的控制;对剩余污泥泵的启停控制及状态检测,并实现了自动控制;对污泥流量的测量及流量值的累计、对排放水加氯量的控制以及对脱水机房脱水机和其他电机的启停控制。本站主要配备3个扩展机架、1块cpu414-3dp模块、3块ps407 10a电源模块、1块cp 443-1通讯处理器、3块im 460-0接口模块、20个16路di模块、9个16路do模块、4个8路ai模块、1个8路ao模块。本站对污泥回流泵的控制是根据液位的变化来实现的,其控制要求与提升泵是一样的。因此其程序流程图可以借鉴提升泵的设计。
5 结束语
以 webaccess、profibus-dp和 s7-400plc 构建的污水处理自动控制系统,在可靠性、自动化程度上满足了现代水处理的要求。该水厂自5月份开始试运行以来,控制系统运行稳定,设备工作状况良好,各项指标均达到了设计要求,设备的利用率得到提高,操作人员的工作量和劳动强度大大降低,在一定程度上解决了污水处理厂设备分散、复杂、难以控制的难题,使出水水质达到国家二级排放标准,出水水质如下:ss为26mg/l左右,bod为17mg/l左右,氨氮为54mg/l左右,总磷为0.3mg/l左右,cod在53mg/l左右。取得了较好的效益。
S7-400 污水厂 SCADA profibus-dp现场总线 相关文章:
- 西门子S7-300与S7-400PLC相互之间的PROFIBUS-DP通讯(12-19)
- 总线桥在污水厂的改进应用(12-16)
- RSView32在污水厂监控系统中应用(03-11)
- 基于PLC的污水厂MSBR池控制(01-13)
- 意大利科莫湖工业水渠引入现代化SCADA系统(12-20)
- 工业控制系统信息安全的探讨与实现(12-20)