Kinco伺服系统在注塑机机械手上的应用
注塑机专用机械手是能够模仿人体上肢的部分功能,可以对其进行自动控制使其按照预定要求输送制品或操持工具进行生产操作的自动化生产设备。注塑机械手是为注塑生产自动化专门配备的机械,它可以在减轻繁重的体力劳动、改善劳动条件和安全生产;提高注塑成型机的生产效率、稳定产品质量、降低废品率、降低生产成本、增强企业的竞争力等方面起到及其重要的作用。
注塑机专用机械手一般由控制系统、驱动系统和执行系统等组成。
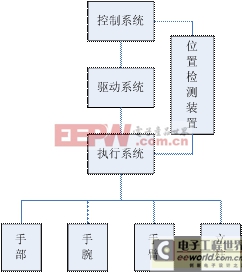
机械手部件图
控制系统:控制系统类型主要有PLC、控制卡+手持式控制器、专用控制系统。从控制方式上来讲,主要有脉冲控制、模拟量控制、总线控制。多轴机械手总线控制是发展趋势。
驱动系统(横行、上下、引拨):驱动系统类型主要有气动、变频、伺服。伺服驱动采用闭环控制,精度更高,速度更快,是当前机械手系统主流驱动方式。
二、机械手系统介绍
本文介绍伺服在单轴(横行轴)机械手上的应用。
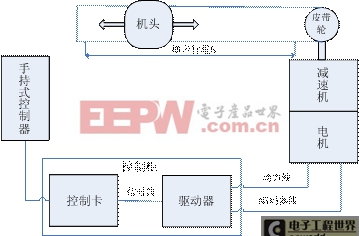
系统结构图

系统实物图
控制系统是新瑞控制卡,负责运动轨迹规划、监视、程序教导等。控制方式为脉冲方向。
驱动系统是伺服系统,响应上位机命令,负责横行轴运动控制。伺服功率是400W。
传动机构是减速机(日本新宝)、皮带轮传动,横行轴最大行程1m。
三、伺服系统介绍
1、接线
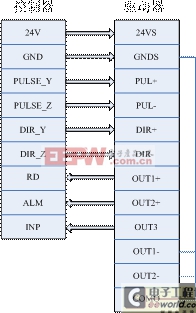
控制卡-伺服接线图
伺服24V逻辑电由控制卡直接提供,伺服脉冲信号及数字输入输出信号与控制卡对应连接。
2、伺服设置
脉冲模式:脉冲方向。
数字输入设置:屏蔽DIN1使能控制(伺服上电自使能)、屏蔽DIN5和DIN6正负常闭限位(限位处理由控制器完成)。
数字输出设置:驱动器就绪(OUT1)、驱动器报警(OUT2)、位置到(OUT3,原点归位完成)。对于伺服系统,开机后必须要进行原点归位工作,通过原点归位操作找到横行轴的原点后,伺服系统才能正常的工作。
齿轮比计算:让伺服回原点,走完行程S,观察到伺服齿轮前脉冲数据为10000(控制器发10000脉冲,横行轴走行程S)。
由公式: (减速比i=5,分辨率r=10000,皮带轮直径D=60.96mm,S=1000mm)计算得出齿轮后脉冲数据,从而计算出齿轮比,为966:37。
3、伺服调试
机械手传动系统采用皮带传动,刚性相对较软,增益高时容易导致系统产生震荡。而工艺要求伺服平稳滑顺的进行高速定位,不能出现过冲甚至震荡。
调试过程中,要确保在不引起系统震荡的情况下,尽量调高速度环比例增益。速度环积分增益和位置环比例增益要调小,防止横行轴停止时产生过冲。
- 基于TMS320F28334的伺服系统模块设计(02-25)
- 基于DSP的机器人视觉伺服系统研究(04-17)
- 基于DSP的无刷直流电机伺服系统设计(03-14)
- 基于MSP430的变频伺服系统设计(05-05)
- DSP交流伺服系统与CAN总线的通信设计(12-20)
- 全伺服系统解决方案在瓦楞纸无轴印刷中的应用(12-19)