基于西门子S7-200的自动缝制单元设计
时间:07-21
来源:互联网
点击:
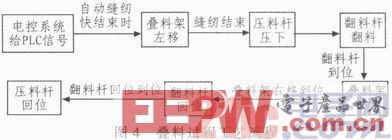
的电路和PLC时序控制的设置是实现PLC功能的关键。这里以贴袋机叠料过程为例,过程的时序动作如图4所示。
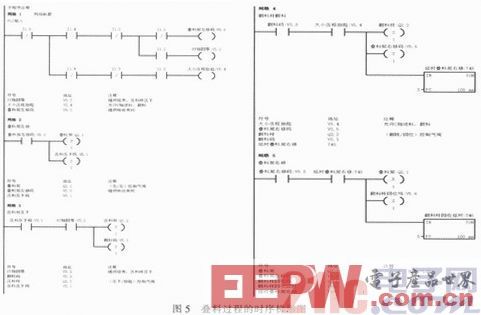
由叠料过程工艺流程可得到如图5叠料过程的时序梯形图。由梯形图可见,通过PLC时序控制可实现贴袋机中自动送料、自动折料、自动叠料翻料等自动缝制外特殊过程。
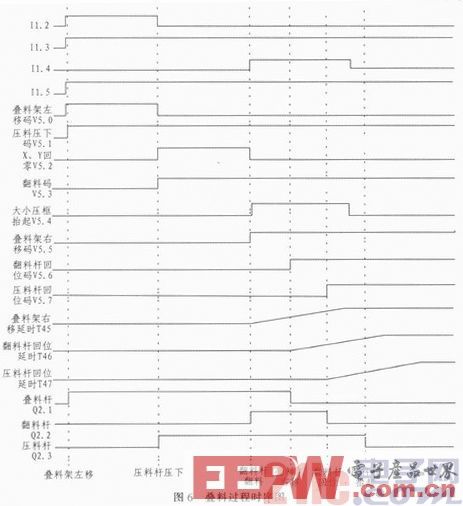
通过梯形图可画出叠料过程的时序图(图6),该图可清晰的看出叠料过程中每个信号的变化和动作时序,图中叠料架左移、压料杆压下、翻料杆翻料动作均由电控系统下位机通过I/O给PLC输入信号,从而PLC进行动作,其他动作由到位检测器检测到位情况再给PLC输入信号。在该过程中叠料架左/右、翻料杆翻转/回位、压料杆压下/抬起均为气阀进行动作。
4 结束语
自动缝制控制系统是随着工业缝纫机的应用范围不断扩展,对工业缝纫机的性能不断提出新的要求,如要求工业缝纫机具有自动送料、自动织边、自动定位、自动缝制、自动取料等连续协调的自动化工作过程,而产生的产品,它为提高劳动生产率,提供优良的缝制机械设备的产品。上述缝制过程控制系统的解决方案,满足缝纫产品智能化、设备专业化的要求,解决贴袋机缝制外的其他动作,已在国内多家缝纫设备生产企业得到应用,为这些企业提供了贴袋缝制的技术支持。
- 盘点西门子PLC串口通讯方法(12-21)
- PROFlBUS总线在西门子840D i数控系统中的应用(12-21)
- 西门子全集成自动化解决方案在华晨宝马的应用(12-21)
- 西门子RFID技术使牛奶运输过程更透明更易控制(12-20)
- 西门子SIMATIC系统在安全防爆场所的应用(12-20)
- 西门子S7-200在电力无功补偿中的应用(12-20)