基于现场总线技术的 DCS 应用
要求:
(1) 现场马达的控制设备采用的 SIMOCODE 控制模块安装在马达控制中心(MCC)的机柜内,每一个MCC 机柜都设计一个 DP 中继器和一排终端集线器,在每个段上的最后一个总线设备都安装终端电阻,根据 DP 设备网络图,同一个网段上的 MCC 机柜通过中继器连接到一起,与本网段上的 DP 通信卡连接。每个 MCC 柜内的中继器用来分开子网段,当一个子网段发生故障时不会影响同一个 DP 卡上的其他的子网段。
(2) DCS 对马达控制信号如启动/停止信号、变频器的转速信号及转速设定值、马达的运行信号、电流过载及其他故障信号、功率信号等都由 Profibus 通信实现。但对于由 DCS 紧急停止马达的控制,则由 DCS的 DO 输出,通过硬接线到 MCC 柜实现。
(3) 依据设计要求,现场要求安装启动/停止操作柱及远程和就地选择开关,当开关拨到就地控制时,马达启动只能在现场启动,当拨至远程控制位时,由DCS 启动。而停止马达不受开关位置限制,就地和DCS 都可以在任何时候停止马达的运行,该方案大大提高了马达控制的灵活性和安全性。通过编程,可以实现 DCS 远程自动启动马达,而当出现紧急故障时,根据当时的情况既可以通过现场操作柱也可以通过DCS 发出停止马达命令。
(4)DP 数据传输速率设置为 500 kbit / s,在不使用中继器的情况下一个网段的最大传输距离是400 m。在通信过程中阻抗不连续和阻抗不匹配都会导致信号反射,导致通信质量和通信距离的降低。为了消除在通信电缆中的信号反射,确保总线上的设备无差错的运行,必须确保接线质量,严格设置每个物理网段中的各个节点设备的终端电阻,如图3,网段中间站点的终端电阻要打到 OFF 位置,网段两头的终端电阻要打到ON 的位置。
3.3 HART 协议智能仪表的应用及设计基础
项目对于 HART 智能设备的应用,主要满足于安全仪表系统的要求,由于安全系统对测量仪表的安全性和可靠性要求高,需要对每个回路进行 SIL 等级的计算。项目中采用满足 SIL 等级要求的 HART协议测量仪表,在传输 4 ~ 20 mA 的信号上叠加了HART 协议的数字信号进行双向数字通信,数据传输率为 1. 2 Mbit/s,采用双绞同轴电缆最大传输距离可达 1 500 m。这样既满足安全系统接收 4 ~ 20 mA 的模拟 信 号 的 需 要,又 借 助 于 PlantWeb 组 件 中 的HART 技术,将 HART 设备中的丰富过程参数信息传送至 DCS 内嵌的资产管理系统中,实现设备的诊断和管理功能。对于 HART 协议仪表测量设备,主要考虑以下几点:
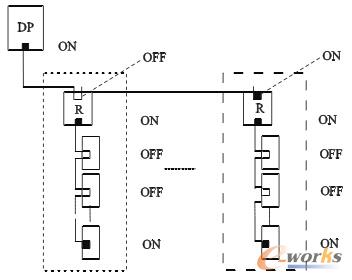

图 3 DP 设备连接及终端电阻图
(1) 每个 HART 仪表都通过一个分配器将信号分成两路,一路 4 ~20 mA 信号接到 ESD 系统,一路接到 DCS,由 DCS 采集 HART 信号。
(2) 如果现场来的信号需要接入 DCS、ESD 系统外的其他子系统,需要串接两个分配器则第一个分配器的输出接入 DCS,以避免叠加在模拟信号上的数字信号失真。
4 结束语
本项目利用基于现场总线的工厂管控网结构的自控系统,成功实现了碳酸二苯酯厂 20 万吨/年到 40 万吨/年的改扩建工程,并将工程的工期由原计划的 28个月缩减为 25 个月,这其中重要的原因之一就是项目采用基于现场总线技术的自控系统方案,这一方案的应用,很明显缩短工程自控设备的安装调试时间,使得工程得以提前开工试运行,为节省人工成本和缩短项目周期发挥了重要作用,为其他类似的工厂构建一个工艺控制自动化、仪表设备智能化、企业管理信息化的现代化工厂提供参考。
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)