BKX-I型变轴数控机床的开放式数控系统
0 前言
北京理工大学自行研制的基于Stewart 原理的BKXI型变轴数控机床如图1 所示。是通过控制6 根可伸缩杆的伸缩运动实现动平台6个自由度的变化,从而带动刀具实现6 自由度的加工。本文介绍与之相配套的基于IPC+PMAC硬件平台和Win2000、Vc6.0、Pcomm32pro 软件平台的开放式数控系统,该系统采用模块化设计,面向用户,操作方便,具有良好的易维护性和可扩展性。

图1 BKX- I 变轴数控机床
1 BKX- I 型变轴机床的数控系统
1.1 数控系统的硬件构成及实现
该数控系统采用上下位机(即工业控制机IPC+多轴控制卡PMAC) 模式的硬件数控结构,如图2 所示。
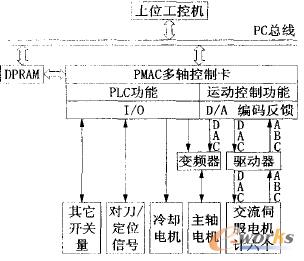
图2 数控系统硬件构成
IPC 充分利用Windows2000 以及其它主流操作系统的普及性,实现对系统方便的管理及维护;PMAC 则完成对机床的6 + 1轴运动的实时控制以及对开关量具体实时控制。
上位机与下位机之间的通讯采用总线通讯方式。下位机实时监测和保存机床的运动状态,并根据上位机的要求和外部机床开关量的信号对机床进行实时的控制。上位机则定时查询下位机的工作状态以及下位机保存的机床状态信息,如PMAC 缓冲区的大小、机床开关量信号等等,然后根据下位机的工作状态、机床的工作状态以及工作人员的要求对下位机通讯,同时给工作人员提供相应的提示。
BKX-I型变轴机床不同于传统机床,其6个自由度是耦合在一起的,无论进行什么样的运动都是基于6条腿的协调运动实现。主轴的运动是相对独立于这6条腿运动的,采用变频器控制,实现无级变速,考虑到PMAC 是8轴控制卡,利用容余轴的控制通道,本系统将主轴也加入到PMAC 的控制中来,具体实现如下:
(1) 在PMAC 卡中把6 条腿的协调运动控制设定在一个坐标系&1 内,主轴运动则设定在另一个坐标系&2 内。
(2) 主轴的运行模式是速度模式, IPC通过对PMAC第4轴控制通道的DAC存储单元进行直接赋值操作,使DAC发出0到10v 的模拟电压给变频器,从而实现对主轴速度的控制。6条腿采用速度-位移- 时间控制模式, IPC把轨迹点下载给PMAC,PMAC 根据已设定好参数完成对6条腿的实时控制。
(3) 对主轴电机的开启和正反转的控制是利用PMAC 的I/O实现的。IPC通过对相应I/O的地址直接赋值来操纵继电器的开关, 以此实现对主轴电机的开启和换向功能以及实现对冷却泵的开启功能。润滑和冷却的实现也是同样的。
对刀仪和工件定位器的信号也是通过PMAC的I/O口与PMAC进行通讯的,但此时需要PMAC 后台PLC的定时扫描。上位机定时扫描下位机保存的信息,然后上位机根据所得信息作出相应的反应,实现刀具对刀和工件定位功能。
1.2 数控系统的软件任务调度
变轴机床的数控系统是一个多任务调度的操作系统。任务调度是实现数控系统软件操作的控制核心。它实时监控各任务的状态,决定任务获取CPU 的优先权,并根据调度的策略改变任务的状态。任务的划分则主要根据各个事件的相互独立性来划分,根据面向对象和开放式数控系统的思想,本数控系统的任务主要划分为:下位机实时任务调度和上位机多任务调度,如图3所示。
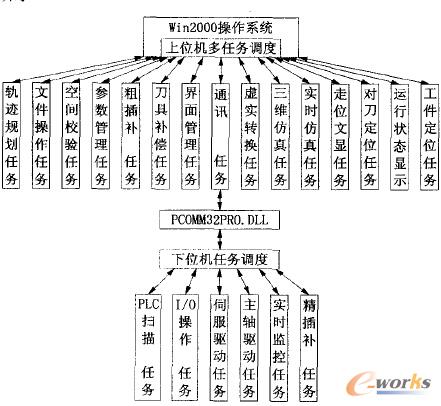
图3 数控系统的任务调度
1.2.1 数控系统的下位机实时多任务调度
顾名思义实时任务是指实时性要求较高的任务,需要较高的优先权,实时任务又分为以下几个任务:
(1) PLC扫描任务:下位机后台PLC任务是周期性扫描机床来完成某些顺序控制。
(2) I/O操作任务:下位机根据上位机的命令打开和关闭I/O ,同时监控I/O的输入。
(3)伺服控制:下位机根据上位机传输的指令和伺服电机的状态,实时地进行伺服控制,伺服更新周期为442μm。
(4) 主轴电机驱动任务:下位机根据上位机的命令完成主轴电机速度的控制。
(5) 实时监控任务:下位机根据PLC扫描以及伺服驱动器反馈信号完成对机床工作状态的实时监控。
(6) 精插补任务:下位机根据规定的插补周期和插补模式,对各轴的轨迹进行相应的细分插补。
1.2.2 数控系统的上位机多任务调度
上位机多任务调度主要包括:
(1) 轨迹规划任务:完成某些特定曲线轨迹点的规划和生成任务。
(2) 文件操作任务:完成虚拟轴坐标文件、传统的G代码文件和机床6轴文件的打开和存储任务。
(3)工作空间校验任务:对经过了轨迹规划、粗插补的文件进行空间校验,以确认刀位轨迹是否符合机床的操作空间要求。
(4)参数管理任务:实现对机床结构基本参数、运行参数和刀具参数的管理任务。
(5)粗插补任务:对已有的轨迹点进行细分,精确控制机床运动的轨迹。
(6)刀具补偿任务:补偿因刀具半径不同和刀具长度不同,所造成的机床实际轨迹点失真问题。
(7)界面管理任务:实现工作人员对操作界面的管理,同时通过人机界面上的机床操作面板完成对机床运动的控制,图4为数控系统的人机界
数控机床数控系 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)