基于PLC通信的模块化生产线控制系统
时间:12-12
来源:互联网
点击:
证.
PC-LINK网络组成的网络控制系统可以不占用PLC的I/O口单元,只是占用内部继电器和数据寄存器,并且未使用的链接继电器和链接寄存器仍可以作为内部继电器和寄存器使用.
这样就减少了在选择PLC时对于I/O口的估计,提高所选择PLC的性价比.实际选择的PLC中也能够减少I/O口单元的使用数量从而降低了PLC的价格,进而降低了整个网络控制系统的使用成本,提高了系统的性价比.网络采用总线型结构,令牌传递信息的通信方式保证了信息的可靠传递,并且能够方便的增加PLC的连接数量,有利于生产线的升级改造.此外,在出现故障时也易于及时检修,使系统运行更加稳定,提高了系统的使用效率.
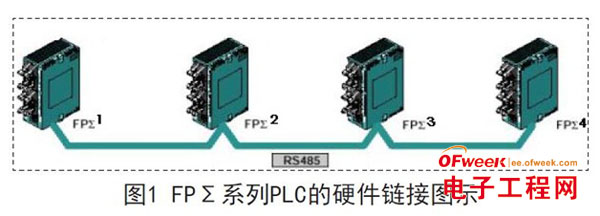
根据上述的分析,结合实际情况,本系统应采用的是由松下PLC构成的分散式PC-LINK网络控制系统(如图1所示).
3.系统软件设计
主机单元使用工具口(RS232C)能够与触摸屏或计算机实现通信.此外,我们还可选择带有RS232C和RS485接口的通信卡实现通信功能.全方位通讯功能意味着不仅能实现1:N通讯,而且通过PC-LINK网络能实现PLC最多达16站的链接继电器与链接寄存器的链接功能操作.
根据计算机所发出的命令来监测,控制正在运行的PLC,并且PLC能够将运行的信息返回给计算机,在两者之间实现会话层.计算机发送指令给PLC,PLC响应(发送响应信息)接收到的命令.PLC响应来自计算机的命令并自动返回响应信息,因此PLC可以不用编写通信程序.
PLC通信模块化生产线控制系 相关文章:
- Windows CE 进程、线程和内存管理(11-09)
- RedHatLinux新手入门教程(5)(11-12)
- uClinux介绍(11-09)
- openwebmailV1.60安装教学(11-12)
- Linux嵌入式系统开发平台选型探讨(11-09)
- Windows CE 进程、线程和内存管理(二)(11-09)